- 品牌
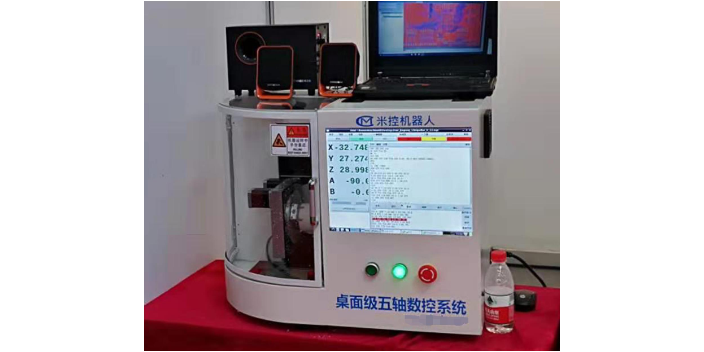
- 米控机器人
- 型号
- 齐全
- 基材
- 设备
五轴加工(5 Axis Machining),顾名思义,数控机床加工的一种模式。采用X、Y、Z、A、B、C中任意5个坐标的线性插补运动,五轴加工所采用的机床通常称为五轴机床或五轴加工中心。可是你真的了解五轴加工吗?几十年来, 人们普遍认为五轴数控加工技术是加工连续、平滑、复杂曲面的手段。一旦人们在设计、制造复杂曲面遇到无法解决的难题, 就会求诸五轴加工技术。但是五轴联动数控是数控技术中难度比较大、应用范围广的技术, 它集计算机控制、高性能伺服驱动和精密加工技术于一体, 应用于复杂曲面的高效、精密、自动化加工。国际上把五轴联动数控技术作为一个国家生产设备自动化技术水平的标志。由于其特殊的地位,特别是对于航空、航天、工业的重要影响, 以及技术上的复杂性, 西方工业发达国家一直把五轴数控系统作为战略物资实行出口许可证制度, 对我国实行禁运, 限制我国、工业发展。上海雕刻牙齿五轴价格哪家好,欢迎咨询宁波米控机器人科技有限公司。宜宾五轴供应

小五轴机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等复杂曲面加工的有效手段。据此有了精密加工叶轮五轴机床,五轴叶片加工中心等,它是一种科技含量高、精密度高专门用于加工复杂曲面的机床,该机床系统对一个国家的航空、航天、科研、精密器械、高精医疗设备等等行业有着举足轻重的影响力。例如,在传统的模具加工中,一般用立式加工中心来完成工件的铣削加工,而现在普遍使用精密模具五轴加工中心等五联动数控机床加工模具。宁波Linux CNC五轴徐州Linux CNC五轴售后服务哪家好,欢迎咨询宁波米控机器人科技有限公司。
对模具无方向变化直线的铣削要想铣削没有方向变化的一条直线,只要刀尖划条直线便可,若是方向需要改变,刀尖划条曲线便可,刀具刀尖方向被改变,这时再想要直线,就要给这条曲线以必须的补偿,应用五轴加工中心这点是极其重要的。控制系统若未考虑到刀具的长度,刀具是围绕轴中心来旋转的,刀具的刀尖不能够固定,极有可能会移出当前的工作位置,但是在五轴加工中心的系统中具备五轴控制功能,在加工模具的操作中,使用五轴控制系统虽然刀具的方向被改变,但其刀尖的位置是可以保持不变的,这个过程中xyz轴必须的补偿运动同时也被自动计算进去,此时加工精度明显提高。
中途对刀现象:数控车削加工中过程中某非基准刀崩刀或刀尖发生磨损影响加工精度。(该例假设3号非基准刀发生崩刀现象)分析及解决:此类故障在不熟练工人操作数控车床时常有发生。故障发生后,我们应马上依次按下操作面板上“暂停”、“复位”、“程序回零”、“运行”等键,取消3号刀刀补,在3号刀位置重装合适的刀具,接通电源,测量工件某处直径α,启动主轴,用3号刀刀尖轻轻接触该处表面,按操作面板上“刀补”键,在刀具偏置号103处输入X“α”;退出刀具,停主轴,测量工件某处台阶至工件原点的距离β,启动主轴,用3号刀刀尖轻轻接触该处台阶,按操作面板上“刀补”键,在刀具偏置号103处输入Z“β”。系统自动计算出重装后的3号刀刀补。衢州PocketNC五轴款式哪家好,欢迎咨询宁波米控机器人科技有限公司。

由于旋转坐标的引入,五轴数控机床的运动学比三轴机床要复杂得多。和旋转有关的个问题是非线性误差。非线性误差应归属于编程误差,可以通过缩小步距加以控制。在前置计算阶段,编程者无法得知非线性误差的大小,只有通过后置处理器生成机床程序后,非线性误差才有可能计算出来。刀具轨迹线性化可以解决这个问题。有些控制系统能够在加工的同时对刀具轨迹进行线性化处理,但通常是在后置处理器中进行线性化处理。旋转轴引起的另一个问题是奇异性。如果奇异点处在旋转轴的极限位置处,则在奇异点附近若有很小振荡都会导致旋转轴的180°翻转,这种情况相当危险。江苏雕刻牙齿五轴价格哪家好,欢迎咨询宁波米控机器人科技有限公司。湖州五轴价格
上海帽壳切割五轴质量哪家好,欢迎咨询宁波米控机器人科技有限公司。宜宾五轴供应
液压体系匍匐毛病的处理因为液压体系的匍匐毛病原因是不同的,因而关于这一毛病的修正需求选用不同的方法。因为液压体系运用时间一长将会形成一些元件的磨损,因而需求定时替换体系的元件,削减因为元件问题导致的匍匐毛病。别的针对驱动性差导致的匍匐毛病,能够不断完善零件制作过程中的加工精度,对体系的每一个环节进行严厉检查,在液压体系中添加一些阀门,保证体系中的油液充足,在液压体系中添加相应的排气阀或者是放气阀,避免体系呈现真空现象。宜宾五轴供应
宁波米控机器人科技有限公司依托可靠的品质,旗下品牌米控机器人以高质量的服务获得广大受众的青睐。米控机器人经营业绩遍布国内诸多地区地区,业务布局涵盖桌面五轴机床,激光精密加工系统,金刚石刀具精密加工设备,机器视觉等板块。我们在发展业务的同时,进一步推动了品牌价值完善。随着业务能力的增长,以及品牌价值的提升,也逐渐形成机械及行业设备综合一体化能力。宁波米控机器人科技有限公司业务范围涉及机器人、数控系统、数控机床、自动化设备研发,生产和销售。智能控制系统、智能家电的研发、康复设备的研发、制造和销售;计算机软硬件的技术开发,技术服务. 激光设备的研发、销售及网上销售;自动化设备、打标机、焊接机、切割机及配件、金属制品、复合材料制品、塑料制品、模具的制造、加工、销售及网上销售;产品激光加工及技术咨询、技术服务.等多个环节,在国内机械及行业设备行业拥有综合优势。在桌面五轴机床,激光精密加工系统,金刚石刀具精密加工设备,机器视觉等领域完成了众多可靠项目。
模具侧壁的加工对模具侧壁的加工,应用三轴加工中心刀具长度要比侧壁深度大,也是由侧壁深度来决定刀具长度的,若增加刀具的长度,其强度则会明显降低,若刀具长度高于3倍径,让刀现象便会发生,工件的质量将难以保证。如应用小五轴加工中心对模具的侧壁加工,能利用主轴或是工件的摆动,使刀具与模具侧壁始终呈现出垂直的状态,铣模具侧壁时可以使用平面铣刀,这样可以提高工件质量并延长刀具的使用寿命。模具较平的曲面加工对模具较平的曲面加工时,三轴加工中心需用球刀精铣,获取好的表面质量,而这种情况下需要增加刀路,但球头刀刀具的中心旋转线速几乎为零,在模具加工时对刀具损伤的程度较大,刀具的使用寿命会急剧下降,而模具表面质量...







- 大连精密PocketNC 08-16
- 呼和浩特职业PocketNC 08-16
- 安徽铸造的PocketNC 08-16
- 北京PocketNC打孔 08-16
- 西藏PocketNC厂 08-16
- 大理石的PocketNC厂家 08-16
- 河北加工木头PocketNC 08-16
- 济南PocketNC打孔 08-16
- 东莞PocketNC价格 08-16
- 秦皇岛PocketNC 08-16