- 品牌
- 米控机器人
- 型号
- 齐全
- 基材
- 设备
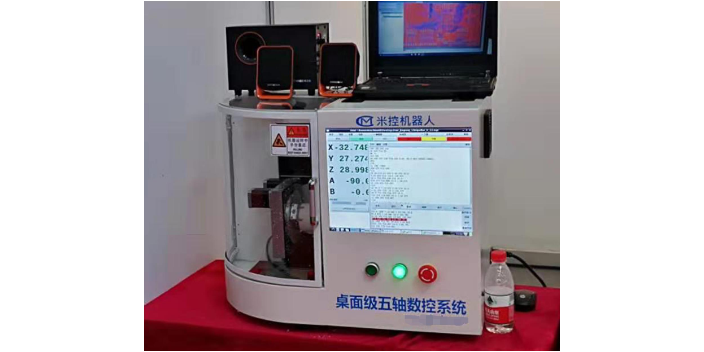
小五轴特点:1、使用220伏电压,占地小,耗电少,采用全封闭安全设计结构,提高观摩安全性的同时又保障机器的结构稳固性美观;2、强度高的树脂砂铸件,功能加大,5轴联动,配置YORNEWM5五轴联动数控系统,适用国际通用程序,故障自动检测报警功能、断电记忆功能;3、配置精密高速主轴单100-24000rpm,变频G指令控制主轴转速,主轴电机功率1.5Kw;4、配置8工位快速换刀系统,换刀时间4S,使用气压0.6Mpa,可极大提高复杂产品的加工效率及加工精度;5、采用C3级精密双螺母滚珠丝杆,经中周波热处理及精密研磨,各轴施以预拉减少热变形,定位及重覆精度高。常州雕刻牙齿五轴价格哪家好,欢迎咨询宁波米控机器人科技有限公司。宜宾雕刻牙齿五轴
小五轴加工理论讲解小五轴机床结构特点与工作原理小五轴的定义:一台机床上至少有5个坐标,分别为3个直线坐标和两个旋转坐标小五轴加工特点:三轴加工机床无法加工到的或需要装夹过长2.提高自由空间曲面的精度、质量和效率小五轴与三轴的区别;小五轴区别与三轴多两个旋转轴,小五轴坐标的确立及其代码的表示Z轴的确定:机床主轴轴线方向或者装夹工件的工作台垂直方向为Z轴X轴的确定:与工件安装面平行的水平面或者在水平面内选择垂直与工件的旋转轴线的方向为X轴,远离主轴轴线的方向为正方向直线坐标X轴Y轴Z轴旋转坐标A轴、B轴、C轴A轴:绕X轴旋转为A轴B轴:绕Y轴旋转为B轴C轴:绕Z轴旋转为C轴XYZ+A+B、XYZ+A+C、XYZ+B+C三种形式小五轴小五轴按主轴位置关系分为两大类:卧式、立式小五轴按旋转主轴和直线运动的关系来判定,小五轴联动的结构形式:双旋转转工作台(A+B为例)在B轴旋转台上叠加一个A轴的旋转台,小型涡轮、叶轮、小型紧密模具一转一摆A+BB+C刚性精度高双摆头工作台大,力度大,适合大型工件加工,龙门式。江门Rtcp五轴江西PocketNC五轴款式哪家好,欢迎咨询宁波米控机器人科技有限公司。

什么是五轴CNC加工,如何选择五轴加工这个问题直接的答案是:能够一次移动五个轴上的刀具或零件的机器,这就使得加工非常复杂的零件成为可能。那么,究竟指的是哪五轴?当使用三轴机床时,可以沿着X轴和Y轴移动刀具,同时使用Z轴上下移动。通过五轴加工,用户可以获得两个额外的旋转轴,这些旋转轴用字幕ABC来定义,A绕X轴旋转,B围绕Y轴旋转,C围绕Z轴旋转。由此可知还有六轴机器的存在,但通常添加第六轴并不会带来额外的好处,所以五轴配置更为常见。另外,在立式加工中心中,X轴和Y轴位于水平面内,而Z轴位于垂直面内;在卧式加工中心中,Z轴和Y轴是相反的。
对五面体加工的操作, 用户必须借助于成熟的CAD/CAM 系统, 并且必须要有经验丰富的编程人员来对CAD/CAM 系统进行操作。以轴机床和三轴机床之间的价格悬殊很大。现在,三轴机床附加一个旋转轴基本上就是普通三轴机床的价格,这种机床可以实现多轴机床的功能。同时,五轴机床的价格也比三轴机床的价格高出30%~50%。除了机床本身的投资之外,还必须对CAD/CAM系统软件和后置处理器进行升级,使之适应五轴加工的要求;必须对校验程序进行升级,使之能够对整个机床进行仿真处理。无锡数字孪生五轴售后服务哪家好,欢迎咨询宁波米控机器人科技有限公司。

往后需求进一步完善液压体系的保护作业,削减液压体系的毛病,更好地保证数控机床的作业。油液污染的毛病处理针对油液污染发生的毛病应该在日常的保护中加强相关的整理办法,削减油液污染问题。关于体系的拼装元件需求进行合理的检查,避免元件存在污染物。别的还需求安排专业的人员进行液压体系的清洗作业,尽量削减油液污染的程度。办理人员还能够借助先进的技能,运用有野颗粒污染度检测仪对液压油控制体系中所运用的抗燃油,透平油等油中的颗粒污染物进行检测,尽量避免污染物超支的现象。江西雕刻石头五轴售后服务哪家好,欢迎咨询宁波米控机器人科技有限公司。苏州五轴厂
桌面五轴哪家好,欢迎咨询我司。宜宾雕刻牙齿五轴
液压体系轰动和噪音的毛病处理液压体系轰动和噪音毛病的发生首要是液压体系中元件的磨损发生的,如果想要下降轰动和噪音需求加强元件的保护作业,液压体系能够选用低噪声的液压元件,经过削减振源,下降液压体系的噪音。别的为了下降噪音能够在数控机床的液压体系中设备消音器,这样能够有效地下降噪音。往后还需求进一步完善液压体系的设备,保护和检修人员关于一些呈现问题的元件进行及时替换,避免因为元件问题导致的体系轰动和噪音。宜宾雕刻牙齿五轴
宁波米控机器人科技有限公司是以提供桌面五轴机床,激光精密加工系统,金刚石刀具精密加工设备,机器视觉为主的有限责任公司(自然),米控机器人是我国机械及行业设备技术的研究和标准制定的重要参与者和贡献者。公司承担并建设完成机械及行业设备多项重点项目,取得了明显的社会和经济效益。将凭借高精尖的系列产品与解决方案,加速推进全国机械及行业设备产品竞争力的发展。

模具侧壁的加工对模具侧壁的加工,应用三轴加工中心刀具长度要比侧壁深度大,也是由侧壁深度来决定刀具长度的,若增加刀具的长度,其强度则会明显降低,若刀具长度高于3倍径,让刀现象便会发生,工件的质量将难以保证。如应用小五轴加工中心对模具的侧壁加工,能利用主轴或是工件的摆动,使刀具与模具侧壁始终呈现出垂直的状态,铣模具侧壁时可以使用平面铣刀,这样可以提高工件质量并延长刀具的使用寿命。模具较平的曲面加工对模具较平的曲面加工时,三轴加工中心需用球刀精铣,获取好的表面质量,而这种情况下需要增加刀路,但球头刀刀具的中心旋转线速几乎为零,在模具加工时对刀具损伤的程度较大,刀具的使用寿命会急剧下降,而模具表面质量...






