- 品牌
- 米控机器人
- 型号
- 齐全
- 基材
- 设备
小五轴联动机床的优势:1.可一次性完成零件的五面加工,减小重复装夹次数,提高加工精度,节约时间。对于复杂零件多次装夹需要重新寻找基准坐标,会影响加工的定位精度。用小五轴联动机床一次定位后能完成全部加工。高效并高精完成复杂零件的一次加工。2.可完成空间曲面的加工,减小对设计、加工工艺的限制,提高产品的整体性能。特别是对叶轮等复杂曲面,由于三轴设备刀具会与零件干涉。而使用五轴联动机床就能很好的避免。3.利用刀轴可控性,让刀具的侧刃切削,提高效率及表面质量,延长了刀具寿命。五轴机床可以灵活的调整刀具与工件的角度,五轴机床可以采用刀具侧刃切削,加工效率更高。同时减少刀具的磨损。4.在模加工中可对深腔,深槽进行加工,节约加工成本具。5.缩短新产品研发周期。对于试制的零件不适合大批量分工艺批量加工,用小五轴机床能大幅缩短产品试制时画的时间。黄山便携式五轴服务哪家好,欢迎咨询宁波米控机器人科技有限公司。绵阳去毛刺五轴
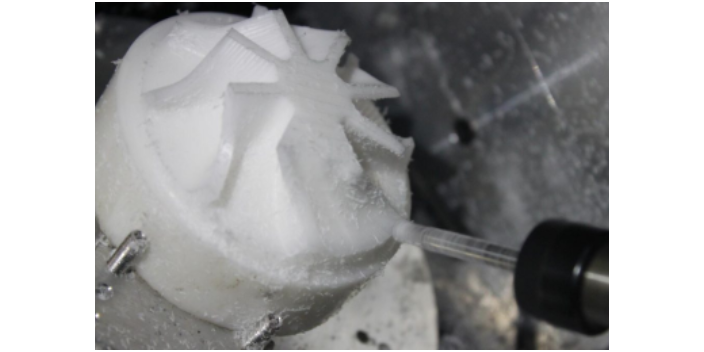
小五轴机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等复杂曲面加工的有效手段。据此有了精密加工叶轮五轴机床,五轴叶片加工中心等,它是一种科技含量高、精密度高专门用于加工复杂曲面的机床,该机床系统对一个国家的航空、航天、科研、精密器械、高精医疗设备等等行业有着举足轻重的影响力。例如,在传统的模具加工中,一般用立式加工中心来完成工件的铣削加工,而现在普遍使用精密模具五轴加工中心等五联动数控机床加工模具。攀枝花五轴供应江苏PocketNC五轴款式哪家好,欢迎咨询宁波米控机器人科技有限公司。
中途对刀现象:数控车削加工中过程中某非基准刀崩刀或刀尖发生磨损影响加工精度。(该例假设3号非基准刀发生崩刀现象)分析及解决:此类故障在不熟练工人操作数控车床时常有发生。故障发生后,我们应马上依次按下操作面板上“暂停”、“复位”、“程序回零”、“运行”等键,取消3号刀刀补,在3号刀位置重装合适的刀具,接通电源,测量工件某处直径α,启动主轴,用3号刀刀尖轻轻接触该处表面,按操作面板上“刀补”键,在刀具偏置号103处输入X“α”;退出刀具,停主轴,测量工件某处台阶至工件原点的距离β,启动主轴,用3号刀刀尖轻轻接触该处台阶,按操作面板上“刀补”键,在刀具偏置号103处输入Z“β”。系统自动计算出重装后的3号刀刀补。
小五轴联动加工中心采用计算机辅助CAE结构设计,关键运动部件经多次优化设计,保证机床整体的刚性和精度;机床合理布局,机床结构刚性高,X/Y/Z三轴传动均选用高精度滚珠丝杠直线导轨,具有导向精度高、摩擦系数小、运行速度高等特点;五轴联动可加工空间任意方向孔、面及复杂型面。但是,小五轴数控加工由于干涉和刀具在加工空间的位置控制,其数控编程、数控系统和机床结构远比三轴机床复杂得多。所以,小五轴说起来容易,真实实现真的很难!另外,要操作运用好更难!江苏便携式五轴哪家好,欢迎咨询宁波米控机器人科技有限公司。
小五轴加工理论讲解小五轴机床结构特点与工作原理小五轴的定义:一台机床上至少有5个坐标,分别为3个直线坐标和两个旋转坐标小五轴加工特点:三轴加工机床无法加工到的或需要装夹过长2.提高自由空间曲面的精度、质量和效率小五轴与三轴的区别;小五轴区别与三轴多两个旋转轴,小五轴坐标的确立及其代码的表示Z轴的确定:机床主轴轴线方向或者装夹工件的工作台垂直方向为Z轴X轴的确定:与工件安装面平行的水平面或者在水平面内选择垂直与工件的旋转轴线的方向为X轴,远离主轴轴线的方向为正方向直线坐标X轴Y轴Z轴旋转坐标A轴、B轴、C轴A轴:绕X轴旋转为A轴B轴:绕Y轴旋转为B轴C轴:绕Z轴旋转为C轴XYZ+A+B、XYZ+A+C、XYZ+B+C三种形式小五轴小五轴按主轴位置关系分为两大类:卧式、立式小五轴按旋转主轴和直线运动的关系来判定,小五轴联动的结构形式:双旋转转工作台(A+B为例)在B轴旋转台上叠加一个A轴的旋转台,小型涡轮、叶轮、小型紧密模具一转一摆A+BB+C刚性精度高双摆头工作台大,力度大,适合大型工件加工,龙门式。浙江便携式五轴哪家好,欢迎咨询宁波米控机器人科技有限公司。许昌五轴厂家
广州小五轴质量哪家好,欢迎咨询宁波米控机器人科技有限公司。绵阳去毛刺五轴
手动方式下,坐标轴不运动现象:手动操作时,机床坐标轴不产生运动,坐标值也没有变化,M、S、T功能执行正常,系统无报警显示。分析及解决:该例故障发生时系统没产生报警,且M、S、T功能执行正常,据此可初步判断数控系统、伺服驱动等应无故障。因而可从手动条件上进行分析,仔细检查手动方向键的输入,手动方向的选择等均正常,再仔细观察操作面板“现在位置”的页面,发现手动速率、实际速率、进给速率均为零。确认坐标轴不产生手动的原因是手动运动速度为零引起,重新调整进给速度百分率,手动操作即恢复正常。
绵阳去毛刺五轴
宁波米控机器人科技有限公司依托可靠的品质,旗下品牌米控机器人以高质量的服务获得广大受众的青睐。旗下米控机器人在机械及行业设备行业拥有一定的地位,品牌价值持续增长,有望成为行业中的佼佼者。随着我们的业务不断扩展,从桌面五轴机床,激光精密加工系统,金刚石刀具精密加工设备,机器视觉等到众多其他领域,已经逐步成长为一个独特,且具有活力与创新的企业。公司坐落于宁波高新区江南路1558号7楼7088-56室,业务覆盖于全国多个省市和地区。持续多年业务创收,进一步为当地经济、社会协调发展做出了贡献。

模具侧壁的加工对模具侧壁的加工,应用三轴加工中心刀具长度要比侧壁深度大,也是由侧壁深度来决定刀具长度的,若增加刀具的长度,其强度则会明显降低,若刀具长度高于3倍径,让刀现象便会发生,工件的质量将难以保证。如应用小五轴加工中心对模具的侧壁加工,能利用主轴或是工件的摆动,使刀具与模具侧壁始终呈现出垂直的状态,铣模具侧壁时可以使用平面铣刀,这样可以提高工件质量并延长刀具的使用寿命。模具较平的曲面加工对模具较平的曲面加工时,三轴加工中心需用球刀精铣,获取好的表面质量,而这种情况下需要增加刀路,但球头刀刀具的中心旋转线速几乎为零,在模具加工时对刀具损伤的程度较大,刀具的使用寿命会急剧下降,而模具表面质量...







- 大连精密PocketNC 08-16
- 呼和浩特职业PocketNC 08-16
- 安徽铸造的PocketNC 08-16
- 北京PocketNC打孔 08-16
- 西藏PocketNC厂 08-16
- 大理石的PocketNC厂家 08-16
- 河北加工木头PocketNC 08-16
- 济南PocketNC打孔 08-16
- 东莞PocketNC价格 08-16
- 秦皇岛PocketNC 08-16