钻头轴线要与砂轮面斜出60°的角度!这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角!这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准!这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆...
钻头基本参数
- 品牌
- 台仪
- 型号
- 通用
- 材质
- 高速钢,硬质合金,钨钢,合金,金刚石
- 涂层
- 否
- 样品或现货
- 现货
- 是否库存
- 是
- 是否批发
- 批发
- 产地
- 台州椒江
- 厂家
- 台州市椒江建设工程机械厂
钻头企业商机
高炉开口钻头的修磨必须由专业技术人员进行,谨防修磨不当。在加工过程中,还应使用工具显微镜等非接触式测量仪器,以防止切削刃因与机械测量仪器接触而碰伤。复合钻头与高炉钻头一样,也属于本体钻头。但它不像高炉钻头采用高温高压或电镀将金刚石镶嵌在钻头中。在头部的胎体上,通过高频焊接实现高温。复合板焊接到刚体或胎体上。高炉开口钻头加工时体积破碎阶段:当WOB加入到岩石硬度以上时,切削齿切入岩石产生体积破碎,钻孔效果明显,属于正常钻孔。P硬质合金球齿以其独特的性能,普遍用于油田钻井除雪、除雪机等设备,然后,用钻头拆卸炉子。将钻头盒连接到转盘上,慢慢提起钻杆,使钻头槽与钻头盒芯板的凸点相对应,将钻头插入钻头盒中;在里面,依次取出钻杆和钻头。实用新型SF高炉开孔钻,开孔速度快,出铁口深度容易,角度容易,出铁口泥袋维护方便,高炉前作业,高炉钻头量产,高炉开孔分析特殊情况下开孔器钻头市场分析钻头可随意调整,降低劳动强度,高炉开孔钻头具有结构简单、安全可靠、成本低,适用于各种开松机。高炉钻头液体流动的阻力与流速的平方成正比。台州市椒江建设工程机械厂致力金刚石钻头设备生产研发,期待您的光临!重庆 锥孔球齿钻头批发厂家

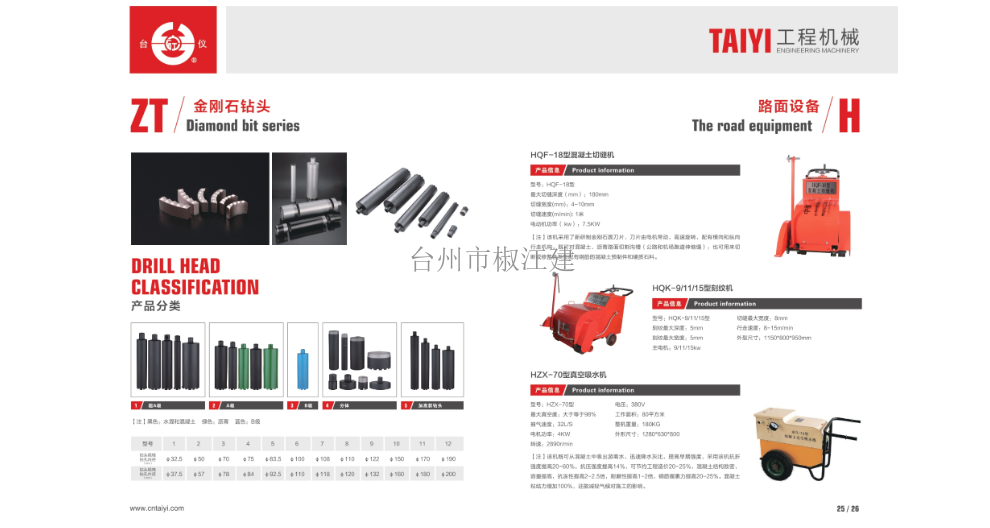
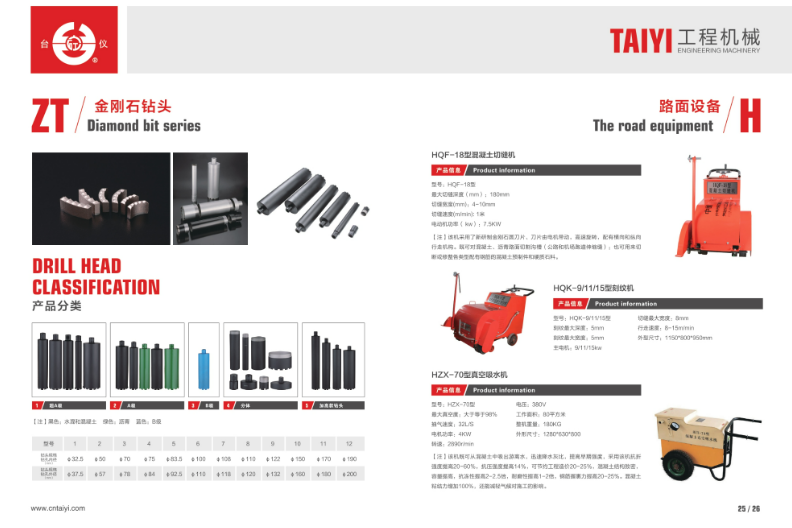
钻头种类A.依构造分类(1)整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。依用途分类(1)中心钻头:一般用于钻孔前打中心点用,前端锥面有60°、75°、90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。(2)麻花钻头:为工业制造上使用较普遍的一种钻头,我们一般使用的就是麻花钻头。(3)超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。(4)油孔钻头:钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止。(5)深孔钻头:较早用于*管及石包管之钻孔加工,又称为*管钻头。深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑。(6)钻头铰刀:为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头。(7)锥度钻头:当加工模具进料口时,可使用锥度钻头。(8)圆柱孔钻头:我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆。(9)圆锥孔钻头:为钻削圆锥孔之用,其前端角度有90°、60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种。安徽冲击钻头批发厂家购买钻头,就选台州市椒江建设工程机械厂,用户的信赖之选,欢迎您的来电!

1、硬质合金冲击钻头可分为:直柄冲击钻头、锥柄冲击钻头和六角柄冲击钻头。用途:供装夹在冲击电钻上,对混凝土地基、墙壁、砖墙、花岗石进行钻孔用,以便在孔中安装膨胀螺栓、塑料胀管等紧固件。2、如果电锤钻头不小心断在里面的话,首先使用者应该先将电锤夹头口开到比较大,如果夹头里面有螺丝的话,可以用螺丝刀把螺丝卸下来;然后插入夹头钥匙,逆时针旋转夹头,注意的是旋转夹头,而不是旋转钥匙,如果是旋转钥匙反而会使钻头夹的更紧,所以只需要逆时钟旋转夹头就行了。3、23冲击钻钻头拿不下来:将冲击钻倒放在地上,左手向下按住钻头根部的钻套,右手握住钻头向上提,提的时候左右旋转一下钻头即可取出。手电钻钻头:配有一把钥匙,将钥匙插到钻套的侧孔,拧松就可以取下钻头。钻头是一般钻子或钻挖机器所采用的切割工具,以切割出圆形的孔洞。钻头的基本原理是使钻头切边旋转、切削工件、再由钻槽进行排除钻屑。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
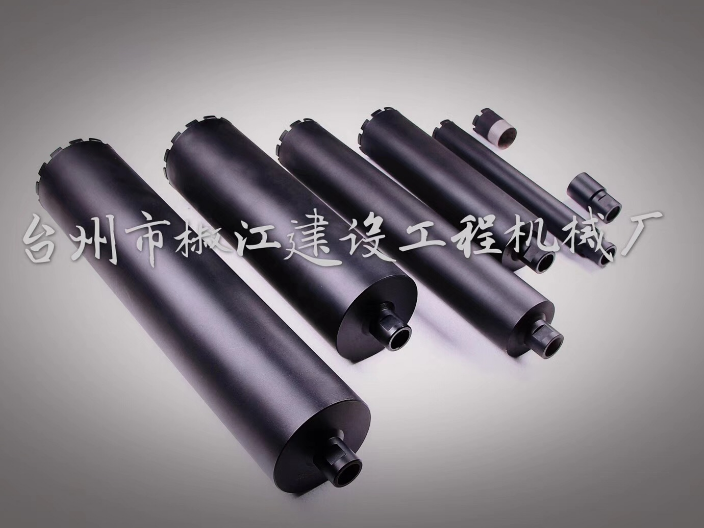
钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。直径规格:12MM至100MM;钻头主要材质有高速钢类;粉末冶金类;硬质合金类。钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。钻头的长度和直径之比越大,其弯曲倾向增加。减小长径比,可以减小挠曲力,从而避免钻头折断和孔径误差加大。较深的孔要求钻头规格有较大的长径比。通常孔深超过3倍直径就是“深孔”,购买三角钻头设备,就选台州市椒江建设工程机械厂,让您满意,欢迎新老客户来电!
聚晶金刚石复合片钻头主要有四个组成部分,即金刚石复合片、喷嘴、胎体以及钻头体;普通金刚石钻头主要有四个组成部分,即金刚石颗粒、喷嘴、胎体以及钻头体。因为金刚石钻头的切割性能比较优良,因此在选择金刚石钻头当做石油钻井工具时,能够高速钻探,也能够在一定程度上扩大钻深。在使用金刚石钻头进行石油钻井作业的过程中,需要高度注意的有以下几个方面:聚晶金刚石一,金刚石钻头的价格比较高,因此在使用时应小心操作,降低损坏程度;二,金刚石钻头在热稳定性方面具有一定的缺陷,因此在使用时要保证钻头的冷却性能、清洗情况;三,其质地比较脆,因此金刚石钻头的抗冲击性能会比较差,应该严格按照金刚石钻头的相关规程来进行严格的、规范的操作。台州市椒江建设工程机械厂是一家专业生产销售钻头,欢迎您的来电!北京高速钢钻头怎么挑选
台州市椒江建设工程机械厂致力深孔钻头生产研发,有想法的可以来电咨询!重庆 锥孔球齿钻头批发厂家
硬质合金钻头用于钻削更复杂的材料。可选择切削速度快的高性能合金刀片和特殊硬质合金钻头,减少刀具崩刃,保持良好的耐磨性。多层几何切削刃可提高排水性能并保持较小的切削阻力。除常用的直角手柄外,还有多种手柄类型,适用于各种钻机。让我们来看看合金成型工具制造商在选择硬质合金时需要考虑的因素钻头。1.在选择硬质合金钻头的加工精度时,首先要考虑硬质合金钻头钻孔的尺寸精度要求。2.加工稳定性在选择合金铰刀钻头时,除了对硬质合金钻头的钻孔精度要求外,还应考虑加工机床的稳定性。机床的稳定性对硬质合金钻头的安全寿命和钻孔精度至关重要。因此,有必要仔细检查机床主轴、夹具及附件的工作状态。
排屑和冷却液是钻孔中不可忽视的问题。事实上,在钻孔过程中遇到的许多问题都是排屑不良,这是不可避免的。机加工车间经常使用外部冷却液喷射作为排屑的辅助手段,但这种方法较在孔深小于孔径技术和降低切削参数时才有效。合金的低温处理钻头:它将硬度较低的奥氏体转变为更硬、更稳定、耐磨和耐热的马氏体 重庆 锥孔球齿钻头批发厂家
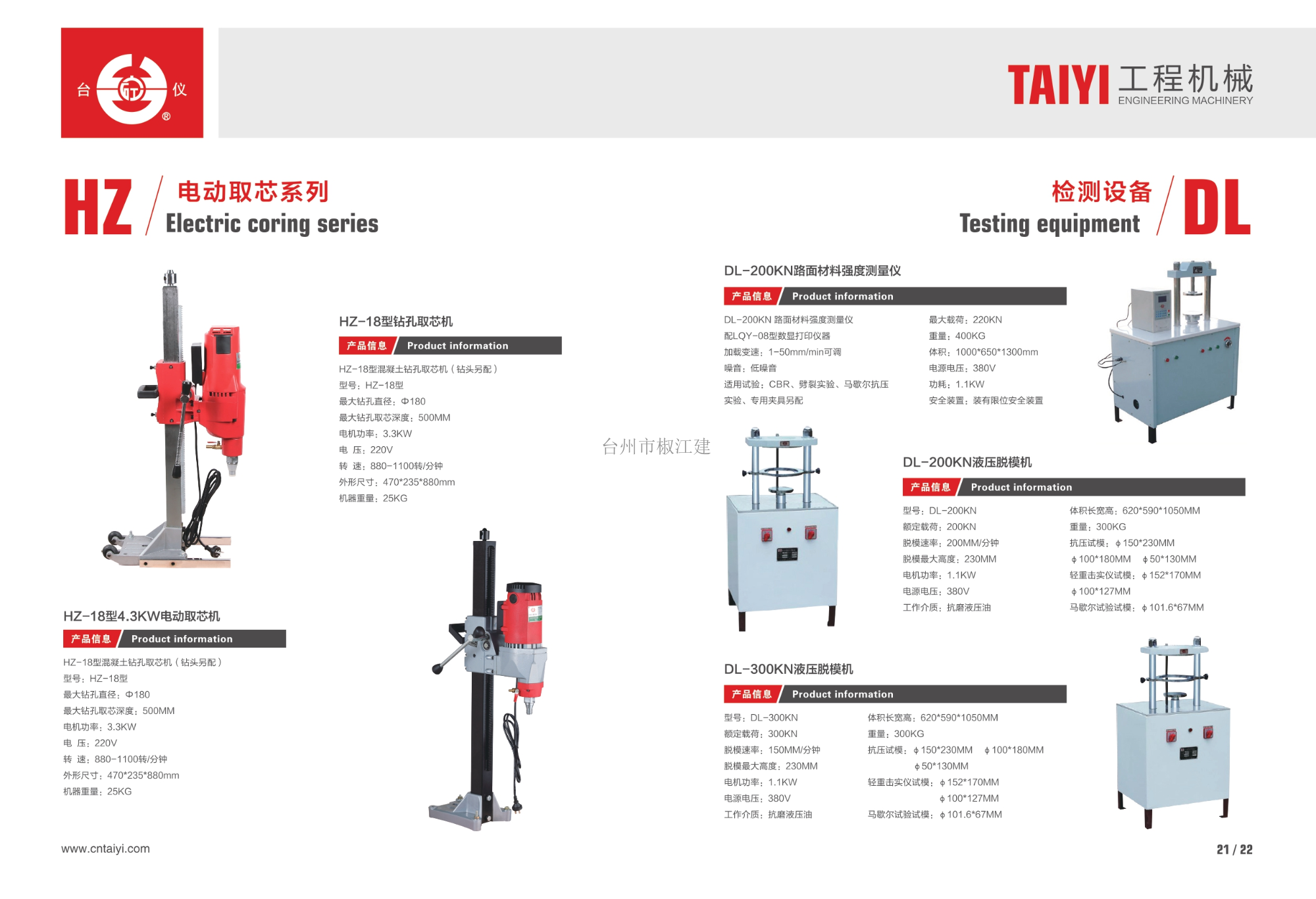
台州市椒江建设工程机械厂发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。台仪是台州市椒江建设工程机械厂的主营品牌,是专业的我们以生产工程机械制造为主,主要有路面钻孔取芯机,金刚石薄壁钻头,主要针对路面桥梁高架铁路机场等取芯作业。还有双刀锯石机、磨平机、脱模机、切割机、路强仪等产品主要针对试验室检验检测的需求。针对路面施工方面我们有刻纹机、切缝机、吸水机等。公司,拥有自己**的技术体系。公司坚持以客户为中心、我们以生产工程机械制造为主,主要有路面钻孔取芯机,金刚石薄壁钻头,主要针对路面桥梁高架铁路机场等取芯作业。还有双刀锯石机、磨平机、脱模机、切割机、路强仪等产品主要针对试验室检验检测的需求。针对路面施工方面我们有刻纹机、切缝机、吸水机等。市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。自公司成立以来,一直秉承“以质量求生存,以信誉求发展”的经营理念,始终坚持以客户的需求和满意为重点,为客户提供良好的钻孔取芯机,金刚石钻头,双刀锯石机,双面磨平机,从而使公司不断发展壮大。
与钻头相关的文章
高速钢钻头定做
- 广东合金钻头供应商 2025-12-20
- 浙江合金钻头价钱多少 2025-12-19
- 广东打孔钻头哪家便宜 2025-12-19
- 重庆金刚石钻头工厂 2025-12-18
- 河北合金钻头厂家直销 2025-12-18
- 北京挖机钻头厂家直销 2025-12-18
- 重庆加长钻头批发商 2025-12-18
- 重庆取芯钻头厂商有哪些 2025-12-18
- 钻头哪里买 2025-12-17
- 重庆钻头去哪买 2025-12-17
- 北京钨钢钻头哪个牌子好 2025-12-17
- 广东加长钻头哪里买 2025-12-17
与钻头相关的产品

与钻头相关的新闻
-
安徽凿岩钻头哪个好 2025-12-16 08:02:03切削刃使用的是金刚石材料的钻进刀具就是金刚石钻头,金刚石钻头的主要优势在于能够适应研磨性较高、地质较硬的地层,切割性能也比较优良!在高速钻探方面具有非常明显的优势!以所适应地层的差异为根据,可以将金刚石钻头分为普通金刚石钻头、聚晶金刚石复合片钻头两大类!在这两大类之中,普通金刚石钻头适用于研磨性较高...
-
钻头哪个品牌好 2025-12-16 08:02:03空心钻头用量较少,加工批量小,因此设计钻头时应考虑其加工工艺问题,尽量以常用机加工设备和常用刀具实现加工及刃磨!切屑经前刀面流出,因此前刀面的形状直接影响切屑形状和排屑性能!切屑在流出过程中受到前刀面挤压和摩擦,进一步产生变形!切屑底层金属变形程度比较大,并沿前刀面产生滑移,使切屑底层长度较长,从而...
-
重庆取芯钻头价格表 2025-12-15 00:12:40切削刃使用的是金刚石材料的钻进刀具就是金刚石钻头,金刚石钻头的主要优势在于能够适应研磨性较高、地质较硬的地层,切割性能也比较优良!在高速钻探方面具有非常明显的优势!聚晶金刚石复合片钻头主要有四个组成部分,即金刚石复合片、喷嘴、胎体以及钻头体;普通金刚石钻头主要有四个组成部分,即金刚石颗粒、喷嘴、胎体...
-
河北冲击钻头哪家便宜 2025-12-15 06:01:46硬质合金钻头材料的主要成分是碳化钨和钴,占所有成分的99%,其他金属占1%,所以称为钨钢(碳化钨)!钨钢是一种由至少一种金属碳化物组成的烧结复合材料!碳化钨、碳化钴、碳化铌、碳化钛和碳化钽是钨钢的常见成分!碳化物成分(或相)的晶粒尺寸通常在0.2-10微米之间,并且碳化物晶粒使用金属粘合剂结合在一起...
与钻头相关的问题
新闻资讯
产品推荐
-

河北合金钻头厂家直销
2025-12-18 -
北京挖机钻头厂家直销
2025-12-18 -
重庆加长钻头批发商
2025-12-18 -
重庆取芯钻头厂商有哪些
2025-12-18 -

钻头哪里买
2025-12-17 -

重庆钻头去哪买
2025-12-17 -
北京钨钢钻头哪个牌子好
2025-12-17 -
广东加长钻头哪里买
2025-12-17 -
江苏 锥孔球齿钻头怎么卖
2025-12-17