- 品牌
- 铜陵太业
- 型号
- 齐全
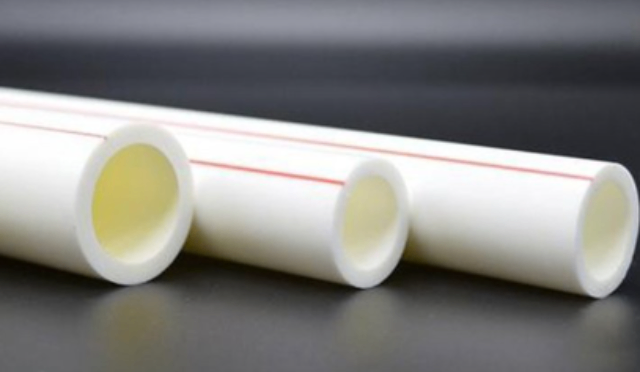
PVC-U管道是以卫生级聚氯乙烯(PVC)树脂为主要原料,加入适量的稳定剂、润滑剂、填充剂、增色剂等经塑料挤出机挤出成型和注塑机注塑成型,通过冷却、固化、定型、检验、包装等工序以完成管材、管件的生产。PVC-U管道和传统的管道相比,具有重量轻、耐腐蚀、水流阻力小、节约能源、安装迅捷、造价低等优点,受到大力推广应用,效益***。我国从上个世纪80年代开始,在市政工程及建筑工程中试点应用PVC-U管道,经过10多年的推广,PVC-U管道得到长足发展,但人均消费量仍不足美、日、西欧等发达国家和地区的1/15。减少更换频率,降低维护成本。马鞍山本地给水管性能

粘接方法1.管材、管件粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用**擦拭干净。2.管材断面应平整、垂直管轴线并进行倒角处理;粘接前应画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~1/2,间隙过大于时严禁使用粘接方法。3.涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承。口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。4.粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。安庆特制给水管厂家电话为家庭、办公室等提供清洁的饮用水和排水服务。
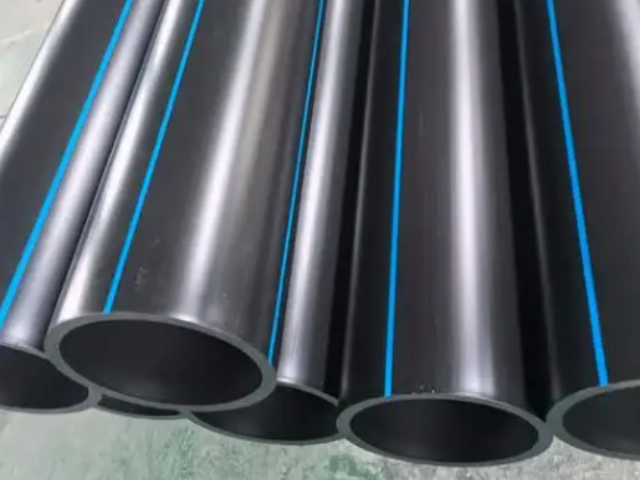
(1)PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定.(2)PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面.(3)PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应***渣屑和氧化铁,并用锉刀打磨,直至露出金属光(4)钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度.5)法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2.
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。本标准与ISO 4427:1996的主要差异为:1.本标准*包含PE 63、PE 80、PE 100材料制造的管材,不包含PE 32、PE 42材料制造的管材;2. 本标准增加了定义一章;3.对管材的性能要求,增加了本标准与ISO 4427:1996的主要差异为:1.本标准*包含PE 63、PE 80、PE 100材料制造的管材,不包含PE 32、PE 42材料制造的管材铜管的导热性好,在一些需要热水供应的系统中,能够减少热量损失。

1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。2、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。不锈钢管:耐腐蚀性强,适合饮用水输送。淮南特色给水管厂家电话
塑料管材在给水领域占据了主导地位。马鞍山本地给水管性能
在现有大品种塑实验方法料管中,如聚乙烯、聚丙烯、聚氯乙烯管等,达到一定管径时,由防止快速裂纹增长破坏所决定的许用压力,总是比由长期强度问题所决定的许用压力低。也就是说,按防止快速裂纹增长破坏的要求决定了许用压力后,长期寿命(如20℃,50年)要求可自行得到满足;快速裂纹增长断裂韧性差的材料将遭到淘汰,不管它的长期强度性能好或坏。如聚氯乙烯(PVC-U)燃气管已经基本上全部被聚乙烯(PE)燃气管所取代。欧洲聚氯乙烯(PVC-U)给水管被聚乙烯(PE)管取代的趋势已经明朗。马鞍山本地给水管性能
铜陵太业管道科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在安徽省等地区的建筑、建材行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将** 铜陵太业供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
- 安庆本地给水管施工 2026-06-20
- 安庆本地给水管销售厂家 2026-06-20
- 枞阳品牌给水管厂家电话 2026-06-20
- 黄山品牌给水管施工 2026-06-20
- 滁州本地给水管性能 2026-06-20
- 滁州附近给水管推荐厂家 2026-06-20
- 铜陵本地给水管服务热线 2026-06-20
- 安徽特制给水管哪家好 2026-06-20
- 滁州质量给水管推荐厂家 2026-06-20
- 枞阳品牌给水管资费 2026-06-20
- 安庆品牌给水管厂家电话 2026-06-20
- 马鞍山特制给水管图片 2026-06-20