冷拔工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并消除因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。①冷拔前应对原材料进行必要的检验。对钢号不明或无出厂证明的钢材,应取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。I型钢:类似于H型钢,但上翼缘和下翼缘的宽度不同,常用于梁和柱。溧阳进口冷拉型钢厂家现货

①抗拉强度(σb)试样在拉伸过程中,在拉断时所承受的比较大力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的比较大能力。计算公式为:式中:Fb--试样拉断时所承受的比较大力,N(牛顿); So--试样原始横截面积,mm2。②屈服点(σs)具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。溧阳进口冷拉型钢厂家现货型钢在机械制造领域也起着至关重要的作用,可以用于制造机器骨架、重型机器、运输装置、输送设备等。
后续强化:通过成品退火(完全退火或低温去应力退火)调整硬度和塑性;精矫直保证直线度≤0.3mm/m;表面精整(抛光、防锈处理)提升耐腐蚀性。二、冷拉型钢的**优势高精度:尺寸公差可达±0.05mm,减少后续加工余量,满足**装备对零部件的严苛要求。例如,扁钢宽度与厚度公差控制在±0.05mm以内,远优于热轧工艺的±0.5mm。表面质量优:表面粗糙度低至Ra0.8μm,减少摩擦损耗,延长设备寿命。光亮圆钢表面光洁度高,成为液压系统、精密轴承的**材料。
(2)精确调整好定心位置,安装一个托辊装置,使顶头能对准坯料中心,避免穿孔偏心。(3)安装调整好抱辊,将顶杆抱紧,防止顶杆下沉。(4)进行设备定修制,使设备保持完好状态,保证毛管壁厚精度。(5)加强管理,经常测量毛管壁厚,发现问题及时调整。三、避免毛管急水冷却和轧冷钢控制协调好生产节奏,使荒管在轧制前在台上停留时间短。保证钢管终轧温度不低于850℃,保证钢管内部组织均匀,减少残余应力,冷却水压适中,防止漏水现象,避免钢管局部急水冷却,造成局部冷脆现象。型钢可以根据需要进行切割、焊接、钻孔等加工,方便施工和安装。

一、提高坯料加热质量(1)严格按工艺要求加热,并采用上限温度加热,杜绝低温加热。如对碳素钢(1胪~45。)坯料加热温度分别比原工艺提高20~30℃,效果较好。经统计,其后五个月的裂口下降近40%。(2)对于斜底炉须勤拨料,使坯料受热均匀,杜绝阴阳面的出现。同时,拨完料后即关炉门,减少热损失。(3)严格控制轧制节奏,保证坯料加热透,不出现黑心现象。避免出现穿孔黑螺旋现象。(4)使用质量重油,保证坯料加热质量。二、提高毛管壁厚精度(1)正确调整穿孔、轧管工艺参数,提高轧辊等工模具精度,使坯料及荒管在穿孔和轧管过程中变形均匀。扁钢宽度与厚度公差控制在±0.05mm以内,远优于热轧工艺的±0.5mm。溧阳进口冷拉型钢厂家现货
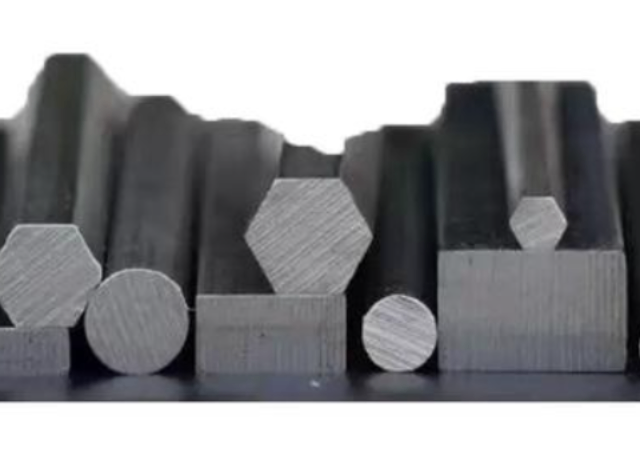
型钢是指具有特定截面形状和尺寸的钢材,通常用于建筑、桥梁、机械制造等领域。溧阳进口冷拉型钢厂家现货
该机型号分为LYZ一1A型(支撑式),LYZ一1B型(夹轨式)两种。B型适用于固定式大型预制场地,左右移动轻便、灵活,动作快、生产效率高。A型适用于多处预制场地,移动变换场地方便。LYZ一1A型张拉机的构造见图《LYZ一1A型张拉机的构造图》:该机由电动卷扬机、弹簧测力计、电器自动控制装置及**夹具等组成。卷扬机由电动机、变速箱及卷简三部分组成。变速箱初级为蜗轮蜗杆,末级为齿轮。弹簧测力计经预先标定,标有测力荷载,张拉时将标尺零位线对准所需张拉力的刻度,开动电机,达到预定张拉力时,碰块触动行程开关,电源自动切断,实现张拉力自动控制,夹具装有动滑轮,测力计实际受力为标定张拉力的50%,夹块采用合金钢,可四面使用。 [2]溧阳进口冷拉型钢厂家现货
常州鑫锡润金属材料有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的建筑、建材中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,鑫锡润供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!




