不锈钢排烟风管连接方式(适合写进施工资料、技术交底,简洁规范)法兰连接常用角钢法兰或不锈钢法兰,法兰间加装耐高温、不燃密封垫片,螺栓对称均匀拧紧,密封性好、拆装方便,适用于中高压排烟系统。焊接连接采用氩弧焊对接或搭接焊接,焊缝连续饱满,无气孔、夹渣,整体密封性强、刚度高,多用于长距离、高压及消防排烟主干管。咬口连接适用于薄板不锈钢风管,通过联合角咬口、按扣式咬口成型,连接简便,表面平整,一般用于低压、较小截面风管,接口处可辅以密封胶增强密封性。承插式连接将风管一端扩口后直接插接,接口间隙打密封胶,安装快捷,多用于圆形不锈钢风管或低压排风支管。柔性短管连接风机进出口等处采用防火柔性软接头连接,可减震降噪,避免设备振动传递至风管,软接头两端卡箍或法兰固定,密封严密。材质:316 不锈钢|连接工艺:共板法兰(角码式)。贵州生产风管现货

氩弧焊焊接不锈钢排油烟管注意事项(可直接用于施工资料、技术交底)焊前准备母材与焊丝材质匹配:304不锈钢用308焊丝,316不锈钢用316L焊丝。焊接区域必须清理干净,去除油污、水渍、毛刺、氧化皮,防止焊缝产生气孔。焊接工艺控制采用直流正接钨极氩弧焊(TIG),小电流、快速焊,减少风管变形。焊缝尽量单面焊双面成型,保证内壁光滑,减少积油死角。薄板焊接控制热输入,避免烧穿、咬边、凹陷。充氩保护排油烟管焊接时,管内需充氩气保护,防止焊缝内壁氧化变色、脆化。充氩时间充足,保持稳定气流,确保焊缝冷却前不被氧化。浙江按需定制风管材料不锈钢风管接口密封可靠,漏风率远低于普通风管。

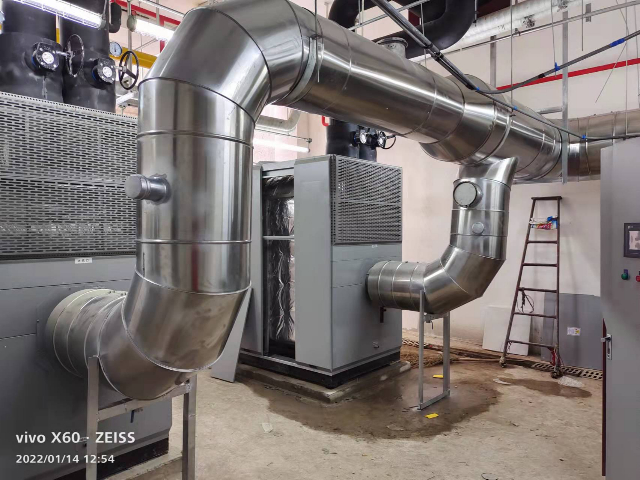
不锈钢风管因其耐腐蚀、耐高温、气密性好等特性,不锈钢焊接风管 法兰连接 304材质 厂房圆形通风管道加工 华舜环境生产厂家,厂家现货不锈钢风管304消防排烟圆形通风管道镀锌板除尘焊接管材,304不锈钢风管 圆形封管管道 排烟通风环保除尘无缝焊接 。不锈钢风管分为圆形和矩形两种。圆形风管阻力小、强度高,适合长距离输送;矩形风管节省空间,适合建筑内部安装,焊接工艺:需采用氩弧焊,内壁需平滑无死角,锈钢风管的质量判断需要从多个方面进行综合评估,包括材质、工艺、外观、尺寸、焊接质量等
制作不锈钢油烟风管的工艺围绕 “成型 - 连接 - 处理” 三大环节展开,不同工艺会直接影响风管的密封性、强度和外观,具体可分为以下几类:一、成型工艺成型工艺决定风管的截面形态(圆形 / 矩形),是制作的基础步骤,主要有两种主流方式:机械轧制(圆形风管为主)流程:将不锈钢卷板通过轧管机,按设定直径连续轧制、咬口(或焊接)成圆筒状,再用切断机按需求长度截断。特点:自动化程度高,管径精度准(误差≤1mm),内壁光滑无毛刺,适合批量生产 Φ100-Φ500 的标准圆形风管。折弯冲压(矩形风管为主)流程:先将不锈钢平板用剪板机裁剪成对应尺寸的板材,再通过折弯机按设计角度(90° 为主)折成矩形管的 “U” 型或 “口” 型,然后对接口处进行咬口或焊接封闭。特点:灵活度高,可定制任意长 × 宽规格(如 100×100-630×400),但对板材平整度和折弯精度要求高,避免出现截面变形。华舜通风 不锈钢排油烟管 角铁风管 专业定制排油污。

风管连接优先采用法兰连接或焊接连接,排烟系统严禁使用简单插接;中高压及消防排烟风管宜采用满焊或角钢法兰,减少漏风隐患。密封材料选用耐高温不燃材料法兰垫片选用防火硅胶垫、耐高温石棉橡胶垫等不燃、耐温材料,厚度均匀、完整无破损,严禁使用普通橡胶垫、泡沫条等易燃易老化材料。法兰连接均匀紧固法兰对接平整、缝隙一致,螺栓对称均匀拧紧,保证受力均衡;法兰间隙过大时不得强行硬拧,应调整平整度后再紧固,防止翘边漏风。焊接风管焊缝饱满严密采用氩弧焊焊接,焊缝连续饱满、无气孔、夹渣、虚焊、咬边;纵向、横向接缝错开,焊后及时清理焊渣,必要时对缝隙进行补焊或密封胶封堵。不锈钢风管用于建筑的呼吸系统,负责送新风、排废气、排烟、控温,还耐用、防火、卫生。吉林国产风管型号
不锈钢风管清洁与焊接: 焊接应采用氩弧焊,焊后需对焊缝进行酸洗钝化处理,以恢复其防腐性能并保持外观。贵州生产风管现货
不锈钢油烟风管安装要点规划布局:根据排烟需求和建筑结构,合理设计管道走向,尽量少折弯,避免 90 度折弯过多,以减少排烟阻力。连接密封:确保接口连接牢固,使用耐高温密封胶、密封垫等密封材料,防止油烟泄漏,安装后需进行密封性测试。管道支撑:每隔一定距离设置支撑固定装置,防止管道因自重或气流冲击而下垂、晃动或变形,确保运行稳定。预留检修口:在适当位置设置检修口,便于定期检查、清洁和维护管道内部,及时发现并处理堵塞、损坏等问题。贵州生产风管现货