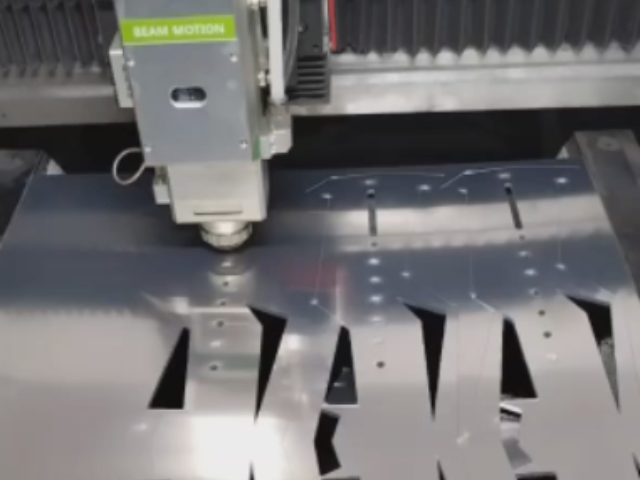
江苏力鸣不锈钢激光切割件以其优越的产品特性,在市场上脱颖而出,成为众多客户信赖的选择。这些特性不*体现了公司先进的技术水平和严格的质量把控,更能满足各类复杂工业需求。切缝窄是江苏力鸣不锈钢激光切割件的明显特性之一。在切割过程中,高能量密度的激光束聚焦成极小的光点,使得材料迅速被加热至气化程度,蒸发形成孔洞。随着光束与材料的相对线性移动,这些孔洞连续形成宽度极窄的切缝。一般来说,切口宽度可在 0.10 - 0.20mm 之间,如此精细的切缝,极大地减少了材料的损耗,为客户节省了成本。在一些对材料利用率要求极高的电子设备制造领域,江苏力鸣的激光切割件凭借这一特性,帮助企业在有限的材料上切割出更多高精度的零部件,提升了生产效益。不锈钢激光切割件零售批发厂家——江苏力鸣不锈钢有限公司!黑龙江附近不锈钢激光切割件供应商

江苏力鸣不锈钢激光切割件的切割质量时,一系列关键指标成为衡量其品质优劣的重要依据。这些指标涵盖了切口宽度、表面粗糙度、垂直度以及热影响区等多个关键方面,它们相互关联,共同反映了切割工艺的精细程度和产品的质量水平。切口宽度是一个直观且重要的质量指标,它指的是切割过程中形成的切缝的宽度,通常在切割面的较宽点进行测量。切口宽度主要受到激光功率、脉宽、频率、离焦量、加工速度等多种工艺参数的综合影响。在江苏力鸣的激光切割过程中,精确控制这些参数,使得切口宽度能够保持在极窄的范围内,一般对于 CO₂和 Nd:YAG 激光器,切口宽度可控制在 0.5 - 1.0mm 之间。狭窄的切口宽度不*意味着更高的材料利用率,减少了材料的浪费,还能为后续的加工和装配提供更精细准确的尺寸基础。在电子设备制造中,对于一些精密零部件的切割,窄切口宽度能够确保零部件的尺寸精度,满足设备小型化、高精度的要求。浙江本地不锈钢激光切割件批量定制使用不锈钢激光切割件的应用与维护也哪些注意事项?

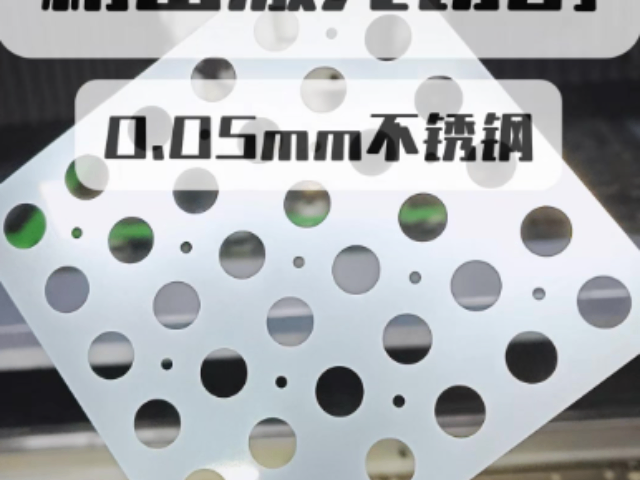
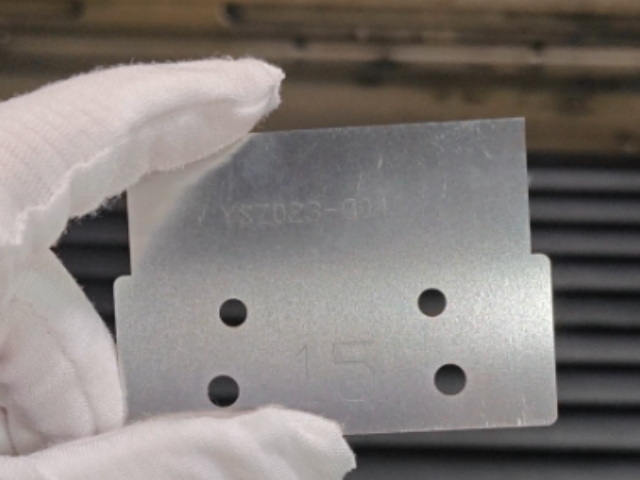
针对不锈钢激光切割件的厚度选型,江苏力鸣不锈钢有限公司结合设备能力与工况需求,提供科学适配方法,展现了企业的工艺把控能力。力鸣不锈钢 2019 年成立,注册资本 1008 万元,配备不同功率激光切割机,可处理 0.5-20mm 厚度的不锈钢板材,覆盖多行业需求。薄板切割(0.5-3mm)适用于装饰件、电子设备外壳等场景,采用 1000-2000W 激光功率,切割速度快且热变形小,如 3mm 厚的广告标识牌通过激光切割复杂字体,边缘光滑无需打磨。中厚板切割(3-12mm)是机械、化工领域的主流需求,选用 3000-4000W 激光设备,配合氧气辅助切割,如 10mm 厚的齿轮箱侧板切割后切口平整,可直接用于焊接。厚板切割(12-20mm)针对船舶、压力容器等重型设备,采用 6000W 高功率激光,通过优化焦点位置确保切割穿透性,如 15mm 厚的海上平台支撑件,切割效率可达 0.8m/min。厚度选型还需结合材质特性:316L 材质厚板切割需适当降低速度以确保切口质量,430 材质则可保持较高切割效率。某石化企业的储罐异形支撑件(12mm 厚 316L 板),经力鸣不锈钢厚度与工艺匹配后,切割质量与交付效率均满足项目要求。公司技术团队可根据部件受力、重量及装配空间,提供厚度选型建议,实现性能与成本的平衡。
不锈钢,作为一种具有特殊性能的合金钢,其主要成分是铁,而铬、镍、钼等合金元素的加入,赋予了不锈钢独特的性能优势,这些元素的相互作用,深刻影响着不锈钢激光切割件的切割性能以及成品质量。铬不*能提升不锈钢的耐腐蚀性,还对其硬度和耐磨性有着积极的影响。铬元素的加入,能够增加不锈钢的硬度,使其更加耐磨,这对于在高磨损环境下使用的不锈钢激光切割件来说至关重要。在机械制造行业中,一些需要承受频繁摩擦和冲击的零部件,采用江苏力鸣含铬不锈钢激光切割件,能够更好地抵御磨损,保证设备的正常运行和稳定性能。江苏力鸣不锈钢有限公司生产的不锈钢激光切割件中,铬的存在使得切割件在各种复杂的环境下都能保持良好的性能,不易生锈和腐蚀,延长了产品的使用寿命。关于不锈钢激光切割件的使用注意事项!
江苏力鸣不锈钢有限公司的双相钢不锈钢激光切割件,融合较强度与高耐蚀性优势,为严苛工况提供专业解决方案,体现了企业在高中端材质领域的技术储备。力鸣不锈钢 2019 年成立,注册资本 1008 万元,主打 2205 双相钢切割件,其含 22% 铬、5.5% 镍及 3% 钼,兼具奥氏体与铁素体组织优点。2205 双相钢切割件的屈服强度≥500MPa,是 304 材质的两倍以上,同时具备与 316L 相当的耐蚀性,适用于石油管道、压力容器、海上平台等高压腐蚀场景。某海上石油平台的管道连接件采用该材质切割后,在高压海水环境中运行 5 年无腐蚀失效,且承受载荷能力优异。切割工艺上,针对双相钢的特性,公司采用 4000W 以上激光功率,配合氮气辅助切割,避免热影响区组织变化导致的性能下降,切割后热影响区宽度控制在 0.2mm 以内。对于厚度 15mm 以上的双相钢切割件,采用分层切割策略,确保切口平整且无裂纹。虽然双相钢成本高于普通奥氏体钢,但可减少部件厚度与更换频率,长期综合效益明显。江苏力鸣提供的 2205 双相钢切割件符合 ASTM 标准,可提供化学成分、力学性能及耐蚀性检测报告,满足高中端装备制造的严苛要求。不锈钢激光切割件的购买使用解析!广东现代化不锈钢激光切割件市场价
详细介绍不锈钢激光切割件的正确使用方式!黑龙江附近不锈钢激光切割件供应商
江苏力鸣不锈钢有限公司的不锈钢激光切割件以极小的热变形优势,成为异形结构件加工的推荐方案,这与其对激光切割工艺的深度把控密不可分。力鸣不锈钢成立于 2019 年,注册资本 1008 万元,依托 "诚信为本" 的经营原则,在切割过程中通过精细准确控制热输入实现低变形加工。激光切割的能量高度集中,热影响区宽度可 0.1-0.3mm,远小于气燃体切割的 5-10mm 热影响区,有效避免了材料因热应力产生的翘曲、扭曲等变形问题。针对厚度 10mm 以上的不锈钢板材,公司采用分段切割与脉冲激光模式,使材料受热均匀,切割后平面度误差≤0.2mm/m。在某化工设备反应釜隔板加工中,需切割直径 1200mm 的圆形板并预留 20 个异形接口,采用力鸣不锈钢激光切割件后,整体变形量可 0.3mm,完全满足密封装配要求。对于 304 薄板类装饰件,通过优化辅助气体压力(氮气压力控制在 0.6-0.8MPa),减少切割过程中的热冲击,确保切割后板材仍能保持平整外观。这种低变形特性使切割件可直接用于焊接、折弯等后续加工,无需额外校形工序,缩短了整体生产周期,尤其适配建筑幕墙、精密设备外壳等对结构平整度要求严苛的场景。黑龙江附近不锈钢激光切割件供应商
江苏力鸣不锈钢有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的建筑、建材中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,江苏力鸣不锈钢供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!