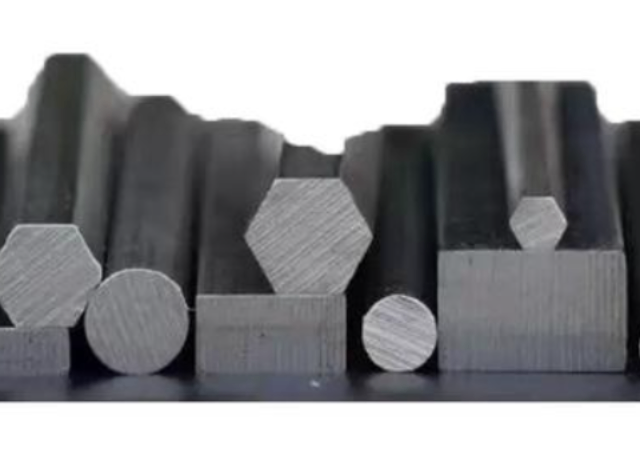
冷拉型钢是通过冷拉工艺在常温下将钢材拉伸至目标尺寸,形成高精度、高性能的金属材料,具有尺寸精度高、表面质量好、机械性能强等**优势,广泛应用于**装备制造、汽车、轨道交通等领域。 以下是关于冷拉型钢的详细介绍:一、冷拉型钢的**工艺冷拉型钢的生产以“常温外力拉伸+模具塑形”为**,通过精确控制模具形状和拉伸参数,将热轧圆钢、方钢或盘条等原材料加工成目标截面形状(如圆钢、方钢、扁钢、六角钢、异型钢等)。其工艺流程包括:异型钢通过优化截面形状减轻重量15%,同时承载能力提升20%。武进区新型冷拉型钢销售厂家

优质碳素结构钢冷拨无缝管,主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。冷拔规格冷拔钢管的常用规格:12mm 14mm 18mm 20 mm 25mm 28mm 30mm 32mm 35mm 38mm 40mm 42mm 52mm钢材力学性能是保证钢材**终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。南京进口冷拉型钢专卖店由于其强度高、重量轻、易于连接和加工,型钢在现代建筑和工程中得到了广泛应用。
③在操作前,应按常规对设备进行检查和空载运转一次。安装拔丝模时,要分清正反面.安装后应将固定螺栓拧紧。④为减少拔丝力和拔丝模孔损耗,抽拔时须涂以润滑剂。一般在拔丝模前安装一个润滑盒,使钢筋黏滞润滑剂进入拔丝模。⑤拔线速度宜控制在50~70 m/min。钢筋连拔不宜超过3次.如需再拔,应对钢筋消除内应力,采用低温(600℃~800℃)退火处理使钢筋变软。加热后取出埋入砂中,使其缓冷,冷却速度应控制在150℃/h以内。⑥拔丝的成品,应随时检查砂孔、沟痕、夹皮等缺陷,以便随时更换拔丝模或调整转速。 [1]
冷拔工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并消除因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。①冷拔前应对原材料进行必要的检验。对钢号不明或无出厂证明的钢材,应取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。冷拉工艺通过塑性变形直接成型,原材料耗损极少,相比传统机加工切削,材料成本节约。

工字钢也称钢梁,是截面为工字形的长条钢材。其规格以腰高( h)*腿宽(b)*腰厚(d)的毫米数表示,如“工160*88*6”,即表示腰高为160毫米、腿宽为88毫米、腰厚为6毫米的工字钢。工字钢的规格也可用型号表示,型号表示腰高的厘米数,如工16#。腰高相同的工字钢,如有几种不同的腿宽和腰厚,需在型号右边加a b c 予以区别,如32a# 32b# 32c#等。工字钢分普通工字钢和轻型工字钢,热轧普通工字钢的规格为10-63#。经供需双方协议供应的热轧普通工字钢规格为12-55#。工字钢***用于各种建筑结构、桥梁、车辆、支架、机械等。光亮圆钢耐腐蚀性提升3倍,在潮湿环境中寿命延长至10年以上,成为能源设备关键材料。南京进口冷拉型钢专卖店
型钢具有良好的耐腐蚀性和耐候性,能够在恶劣环境下长期使用。武进区新型冷拉型钢销售厂家
冷拔是使直径6~8 mm的HPB300级钢筋在常温下强力通过特制的直径逐渐减小的钨合金拔丝模孔,使钢筋产生塑性变形,以改变其物理力学性能,如图《钢筋冷拔示意图》所示。钢筋冷拔后横向压缩纵向拉伸,内部晶格产生滑移,抗拉强度可提高50%~90%,塑性降低,硬度提高。这种经冷拔加工的钢丝称为冷拔低碳钢丝。与冷拉相比,冷拉是纯拉伸线应力,而冷拔既有拉伸应力又有压缩应力。冷拔后,冷拔低碳钢丝没有明显的屈服现象,按其材质特性可分甲、乙两级。甲级钢丝适用于作预应力筋;乙级钢丝适用于作焊接网。焊接骨架、箍筋和构造钢筋。 [1]武进区新型冷拉型钢销售厂家
常州鑫锡润金属材料有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的建筑、建材中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同鑫锡润供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!



