实验室废气处理是集中供气系统的重要组成部分。酸性废气采用填料塔中和处理,有机废气通过活性炭吸附或催化燃烧分解。特殊气体如HF需经过钙盐固定处理。系统设计要考虑废气兼容性,防止不同废气混合产生危险。排气管道要采用耐腐蚀材质,保持一定坡度避免积液。废气处理装置要定期维护,更换吸附剂和中和液。处理效果需定期检测,确保符合环保排放标准。现代智能废气系统能实时监测排放浓度,自动调节处理参数,并与实验室通风系统联动控制。设计时需充分考虑各实验区域的气体使用需求。宁波实验室集中供气设计
实验室集中供气的故障处理台账,是记录系统故障、分析问题根源、优化运维策略的重要文档,需规范建立并妥善管理。台账内容应包括:故障发生时间(精确到分钟)、故障位置(如气源房减压阀、终端流量计、某段管路)、故障现象(如压力异常、泄漏报警、流量为零)、排查过程(如使用肥皂水检测泄漏点、拆解检查减压阀阀芯)、故障原因(如密封圈老化、滤芯堵塞、压力传感器故障)、解决措施(如更换密封圈、清洗滤芯、校准传感器)、处理结果(如故障是否排除、系统恢复时间)及操作人员签名。台账管理需遵循 “实时记录、定期复盘” 原则:故障处理完成后 24 小时内,需将相关信息录入台账;每月对台账进行复盘,统计高频故障类型(如滤芯堵塞占比、减压阀故障频次),分析原因并优化维护计划(如缩短滤芯更换周期)。某药企实验室通过完善的故障处理台账,实验室集中供气的故障重复发生率从 25% 降至 5%,故障排查时间从平均 30 分钟缩短至 10 分钟。湖州实验室集中供气方案气体管道布局应合理,避免交叉干扰,确保供气稳定。
*配备安全设施不足以应对突发事故,实验室集中供气需结合定期应急演练提升人员处置能力。实验室集中供气的应急演练分为 “泄漏处置”“火灾应对”“中毒救援” 三类:泄漏处置演练中,模拟气源房氢气泄漏(开启泄漏模拟器),人员需在 3 分钟内完成 “关闭总阀门→开启防爆通风→佩戴防毒面具→检测泄漏点” 流程;火灾应对演练中,模拟终端管路起火(使用火焰模拟器),人员需正确使用干粉灭火器(禁止用水),并启动实验室集中供气的应急切断阀;中毒救援演练中,模拟氯气泄漏导致人员中毒,人员需掌握 “转移中毒者至通风处→拨打急救电话→使用洗眼器 / 喷淋装置” 步骤。某化工园区的实验室每月开展 1 次实验室集中供气应急演练,半年后人员的应急响应时间从 10 分钟缩短至 3 分钟,泄漏处置正确率从 65% 提升至 100%,有效降低事故风险。
实验室集中供气系统针对高压气体(如氢气、氧气,存储压力 10-15MPa)的供应需强化安全防护,防止高压导致的设备损坏与安全事故。存储单元需采用**高压钢瓶,钢瓶需符合 GB 5099.1-2017《钢制无缝气瓶 第 1 部分:一般性规定》,定期进行水压试验(每 3 年一次)与外观检查,不合格钢瓶禁止使用;钢瓶与汇流排的连接采用高压**接头(如 CGA 接头、DIN 接头),接头需具备防错接功能,避免不同气体钢瓶错接。输送管道选用高压无缝不锈钢管(如 316L 不锈钢,壁厚根据压力计算,通常为 3-5mm),管道耐压等级需为工作压力的 2 倍以上,管道支架间距≤1 米,防止管道振动导致连接处松动;阀门选用高压截止阀,阀体材质与管道一致,密封性能需满足高压工况要求(泄漏率<1×10⁻⁹Pa・m³/s)。此外,高压系统需设置压力分级减压,通过一级减压阀将钢瓶压力降至 2-3MPa,二级减压阀降至实验所需压力(0.1-0.6MPa),避免一次性减压导致压力波动,同时在两级减压阀之间设置压力表,实时监测压力变化,确保减压过程稳定。实验室集中供气的干燥装置,可将氮气相对湿度控制在 3%-5%;

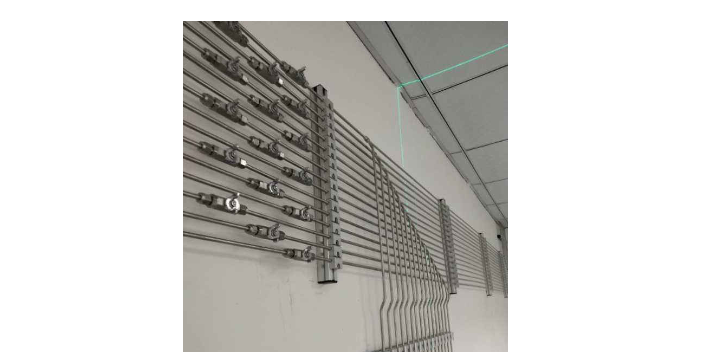
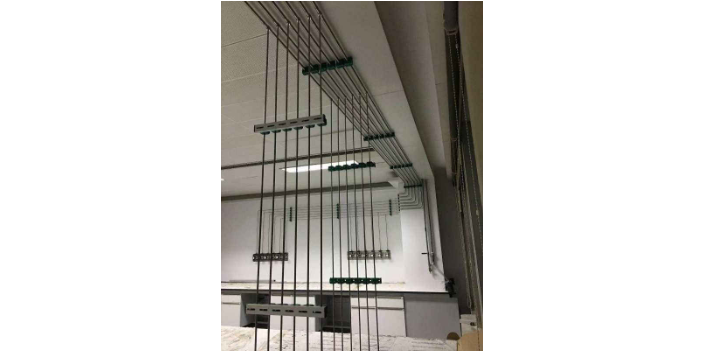
集中供气系统的管道安装位置经过精心规划。一般来说,在实验室内,管道沿天花板下方或墙壁进行明设,便于检查和维护。同时,管道上清晰标明了所输送气体的种类和流向,方便实验人员识别和操作。这种合理的安装布局,既保证了管道的安全运行,又提高了实验室的整体美观度。实验室集中供气系统在能源领域的实验室中发挥着重要作用。例如在新能源电池研发实验室,需要使用高纯度的氢气、氩气等气体。集中供气系统能够为电池材料的制备、性能测试等实验环节提供稳定可靠的气体供应,助力新能源技术的研发和创新,推动能源领域的科技进步。在使用通风系统时,应注意节约能源,减少不必要的能耗。ICPM-S实验室集中供气哪里好
地质勘探实验室的光谱分析,实验室集中供气的氩气过滤能减少干扰!宁波实验室集中供气设计
保证气体纯度的**在于材料选择与工艺控制。铜管虽成本低但会释放铜离子污染气体,因此超高纯(≥99.999%)系统必须采用电抛光不锈钢管,焊接使用轨道式自动焊机并充氩保护,焊缝内表面粗糙度需≤0.25μm。管道安装前需进行三级清洗:碱性脱脂→酸洗钝化→超纯水冲洗,***用99.999%氮气吹扫至**≤-70℃。某半导体fab厂曾因管道清洗不合格导致晶圆成品率下降5%,返工耗时3周损失800万元。建议每季度用氦质谱仪检测泄漏率(标准≤1×10⁻⁹mbar·L/s),并在分支管路安装颗粒计数器(监测≥0.1μm粒子)。宁波实验室集中供气设计