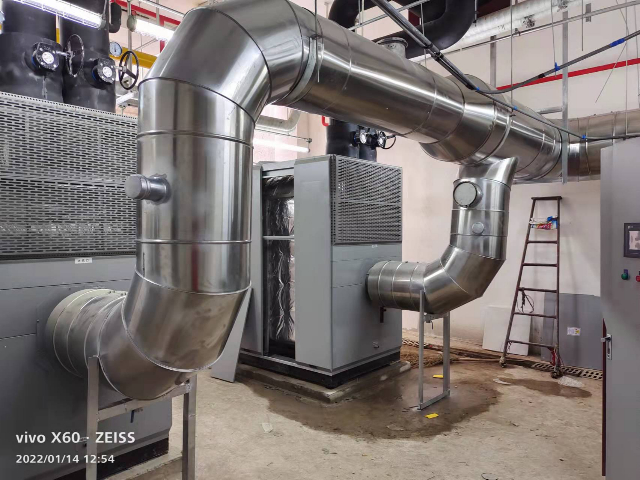
不锈钢风管是一种用于工艺排气系统、溶剂排气系统的金属管道,具有耐腐蚀、耐高温、气密性好等特点,广泛应用于石油化工、制药、食品加工等领域,形状:分为圆形和矩形两类,可根据工程需求定制,材质多样:主要采用SUS304、316等不锈钢型号,表面处理包括镜面板、拉丝板、花纹板等,耐温范围广:适用温度-66℃至149℃,部分涂层可耐高温至300℉(约149℃),防火耐化学性:可排除可燃及不可燃化学腐蚀气体,无需额外灭火装置,内壁光滑、阻力小,承压强度高,适合复杂排气工程。

厨房是火灾高发区域,油烟管因长期积累油脂,若遇高温极易引发 “烟道火灾”,而不锈钢材质的防火特性可从源头降低风险:不燃材质,耐高温极限高:不锈钢(如常用的 304 不锈钢)属于不燃材料,熔点高达 1400℃以上,能承受厨房油烟的长期高温(常规烹饪油烟温度约 150-200℃,爆炒时可达 300℃),不会因高温软化、燃烧或释放有毒气体,相比塑料油烟管(遇高温易熔化燃烧)、铝箔管(高温下易变形破损),从材质根源杜绝了 “管道自身引燃” 的风险。阻隔火势蔓延,降低火灾影响:即便烟道内残留的油污被明火引燃,不锈钢管的坚硬结构能形成 “封闭防火屏障”,阻止火焰穿透管道蔓延至厨房其他区域或建筑外部,为灭火争取时间,减少火灾扩散范围。实际案例中,采用不锈钢油烟管的厨房,烟道火灾多局限于管道内部,后续清理与修复成本远低于其他材质管道引发的大面积火灾。湖南节能风管厂家现货规格齐全 预制式双层不锈钢锅炉烟囱 安装拆卸方便。

不锈钢油烟风管焊接主要采用氩弧焊(TIG),根据压力区域和板厚选择不同工艺:正压侧焊接外翻边对接焊:风管横向拼接处外翻10-15mm,采用满焊焊接,翻边尺寸需均匀一致1。加固措施:单边面积>1m²时,需用不锈钢角钢(如∠50×50×5mm)加固框,焊接时从中间向两侧对称施焊以减少变形。
负压侧焊接法兰螺栓连接:风管端面缩进法兰内3mm,采用满焊固定,法兰四角设螺栓孔(间距100mm)1。加固要求:同正压侧,需设置角钢加固框。
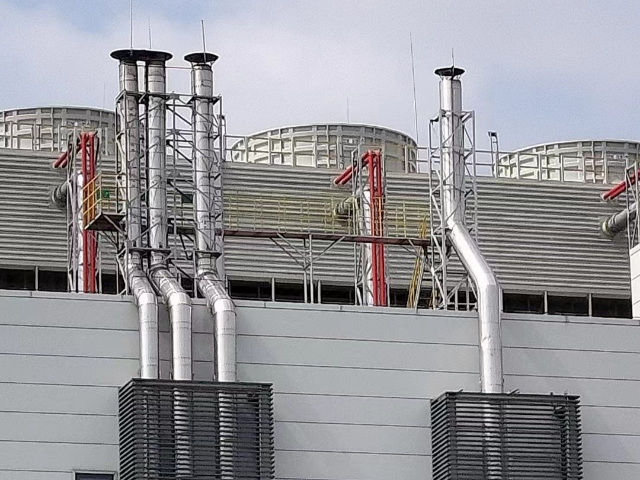
定制灵活,适配多类场景 江苏华舜可根据不同场景需求提供定制服务。材质上除 304、316L 外,还能匹配 310S 等特殊材质;结构形式有单层、双层保温等可选,像双层保温款就适配工业锅炉的保温需求;安装方式涵盖附壁式、自立式等;截面形状可定制圆形、矩形甚至异形,能适配狭窄空间或特殊建筑结构,用于酒店厨房、工业车间、医院等不同场所的油烟及废气排放。质量可靠,配套服务完善产品生产遵循严格标准,通过 ISO9001 质量体系认证,且每个环节经自检,符合 GB50051 - 2013 烟囱设计规范国家标准。同时配套全流程服务,前期有专业团队上门勘测并设计方案,生产中经压力测试合格才出厂,安装时提供精细施工和现场调试。产品质保期 12 个月,质保期内非用户原因导致的泄漏等问题,可享受免费维修或无偿更换服务,售后团队还 24 小时响应并定期上门巡检。双层不锈钢烟囱厂家 热浸镀锌 装配式 安装方便 圆型 方型可定制。
不锈钢风管焊接方法主要包括氩弧焊、等离子焊和激光焊等,其中氩弧焊是**常用的方法。具体步骤如下:准备工作:清洁焊接部位,去除油污和氧化物,确保表面干净。焊接操作:采用短弧焊接,焊枪与工件角度保持75-90度,焊接速度控制在10-15cm/min。注意事项:焊接时需避免过热,防止不锈钢晶间腐蚀;焊接后需进行酸洗钝化处理以提高耐腐蚀性。支持定制规格,负压侧的风管则采用不锈钢法兰焊接连接,并通过螺栓进行固定。在连接过程中,风管端头需缩进法兰内3mm,并采用满焊方式将风管端面与法兰进行焊接。欢迎联系我们江苏华舜为您提供比较好解决方案。华舜不锈钢烟囱 圆形、方形化工厂排烟管 可加工 材质多。江苏 绿色风管金属
华舜不锈钢排油烟管道安装 江北不锈钢共板风管加工安装。云南标准风管订制价格
不锈钢油烟风管厚度标准如下:常规厚度:0.5mm(长边≤500mm)、0.75mm(500-1120mm)、1.0mm(1120-2000mm)。防排烟系统:需额外加厚0.2-0.5mm,且长边≤630mm时≥1.2mm25。焊接要求:壁厚≤1mm时采用咬接,>1mm时需氩弧焊或电弧焊。注:具体工程需结合《通风与空调工程施工质量验收规范》(GB50243)等标准调整。
焊接工艺要点板厚适配:≤1.0mm:咬口连接或氩弧焊3。>1.0mm:必须氩弧焊或电焊3。变形控制:分段逆向施焊(间隔150mm),避免集中受热。质量检测:焊缝应平整无裂纹,对角线偏差≤3mm,平面度偏差≤2mm 云南标准风管订制价格