折叠SKYF-90°翻转平移机
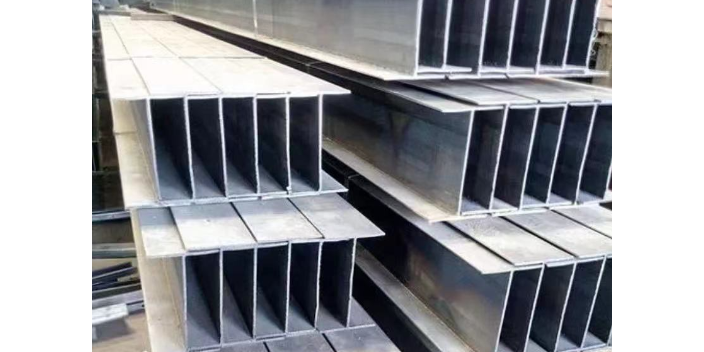
一产品概述主要用于H型钢自动化生产线上H型钢的90度或180度翻转,结构简单,可取代吊车,操作平稳方便。
二规格与配置1.腹板高度:200-1500mm2.翼板宽度:200-800mm3.H型钢长度:3000-15000mm4.行走速度:12.7m/min5.承载量:7.5吨6.轨道长度:5000mm7.整机尺寸:2500×600mm(长×宽)8.设备总重:600kg/台9.翻转角度:90o或180o
三先进性1.全遥控操作,采用全机械式结构,节省空间、力量大、翻转平稳,翻转速度快,无噪音;2.占用生产线的上部空间,占地面积小;3.与整个生产线的工作协调性好;4.四台联用,同步性好。 好服务,总会遇到懂欣赏的人!深圳H型钢供应商家

★以热轧H型钢为主的钢结构工业化制作程度高,便于机械制造,集约化生产,精度高,安装方便,质量易于保证,可以建成真正的房屋制作工厂、桥梁制作工厂、工业厂房制作工厂等。发展钢结构,创造和带动了数以百计的新兴产业发展。★工程施工速度快,占地面积小,且适合于全天候施工,受气候条件影响小。用热轧H型钢制作的钢结构的施工速度约为混凝土结构施工速度的2-3倍,资金周转率成倍提高,降低财务费用,从而节省投资。以我国"前面高楼"上海浦东的"金贸大厦"为例,主体高达近400m的结构主体只用不到半年时间就完成了结构封顶,而钢混结构则需要两年工期。深圳H型钢供应商家不同的价位是不同的品质,适合您需要的才是比较好的!

采用计算机控制,实现将切割后及矫正平整完的两件翼板、一件腹板一次组立成H型,是国内外先进的前列设备。H型钢变截面组立机是国内外先进的科技含量高的先进设备。它相当有特色的是H型钢一次组立成形,利用2台CQ2气保焊机,四条缝一次通过式,点焊组立成形,该机对H型钢的上、下翼板及腹板具有液压自动对中、自动定位、组立一次完成的功能,完全满足H型钢组配精度;上、下料设有三组对中机械手、液压驱动,是H型钢组对前的预备定位,H型钢为变截面时,垂直下压上翼板的压辊由液压跟踪装置,随H型钢翼板与腹板所夹角度变化而随之压下、或上升变化、达到变截面的仿形跟踪组立的完善先进功能。
焊接H型钢,因采用焊接工艺制作截面为H形得名,分为埋弧焊H型钢,高频焊H型钢。埋弧焊H型钢采用工艺:钢板--自动分条--组立--自动埋弧焊--探伤--翼缘矫正--腹板矫正--端面加工--喷砂除锈--喷漆。全自动埋弧焊生产线自下料、组立、焊接全部由微机控制,保证生产的H型钢尺寸精度,焊缝质量均达到国家标准。
采用GB50205-2001标准。高频焊接H型钢,靠高频电流使金属局部自身熔化焊合,不用焊丝,焊剂。可高速连续生产,产量高,易实现机械化,自动化。 相同截面具有优良的截面性能。 我们素味平生,却因产品相识,我因品质敢保证,您因信任而买单!

H型钢生产线是一种生产H型钢的流水线。
H型钢技术特点及创新
1.焊接H型钢生产方式是将H型钢按照"工"字型放置,两侧同时焊接两道角缝,比较大增加了焊接效率。由于对称焊接,焊接后腹板基本不变形。2.矫形机构H型钢翼缘矫正机通过偏心压辊实现对焊后热态的H型钢翼板的角变形直接矫正,减少了矫正力,并提高了矫正精度。3.从焊接规格上看,焊接H型钢的规格是国内比较大的,与国外比较前面的H型钢焊接设备生产公司(ESAB公司)的H型钢焊接生产线指标相同。4.在组立方式上,采用了组立-焊接一体化方式,减少了工序,提高了生产效率。5.在腹板、翼缘板对中方式上,采用了前后各两组的对中方式,提高了定位精度。6.送丝机与焊枪软连接并且焊枪焊接角度可以调整装置。7.大角焊缝,采用双电源(DC+AC)双丝、双弧、双熔池焊接工艺。本生产线的这些特点都是国内一次次创作。8.采用进口PLC控制,可靠,易编程。9.在同一工位上,连续完成H型钢在生产过程中的组立、焊接、矫形、托起、出料等全部工序。 真诚服务每一位顾客。深圳H型钢供应商家
给客户更好的产品和服务!深圳H型钢供应商家
H型钢主要用于工业与民用结构中的梁、柱构件。◆工业构筑物的钢结构承重支架◆地下工程的钢桩及支护结构◆石油化工及电力等工业设备结构◆大跨度钢桥构件◆船舶、机械制造框架结构◆火车、汽车、拖拉机大梁支架◆港口传送带、高速挡板支架H型钢是一种经济型断面钢材,普遍用于工业、建筑、桥梁、石油钻井平台等方面,据预测2005年我国H型钢需求量约250万吨,2010年需求量500万吨,但目前我国H型钢年生产能力为120万吨,市场需求量非常巨大。深圳H型钢供应商家