- 品牌
- 华维机械
- 型号
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
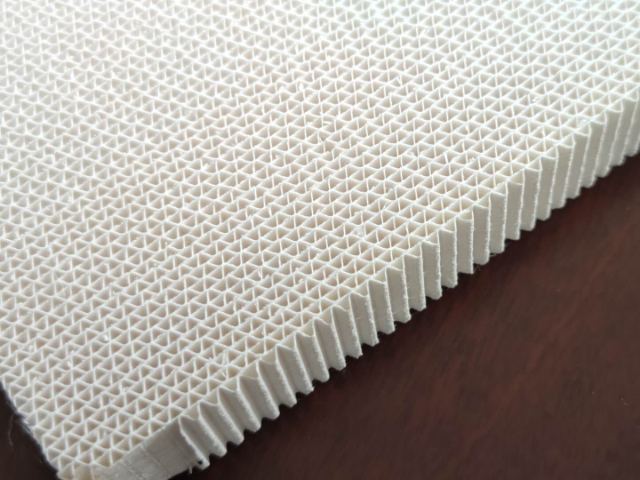
玻璃纤维瓦楞机的工作流程可分为原材料准备、基材输送与浸胶、瓦楞成型、固化定型、精细切割、成品收集六个重心环节,各环节紧密衔接,实现连续化生产:1. 原材料准备:根据产品性能要求,选择合适规格的玻璃纤维基材(如玻璃纤维布、玻璃纤维纸)和粘结材料(树脂胶料),并对基材进行预处理(如切割、干燥),确保基材质量符合生产要求。2. 基材输送与浸胶:放卷机构将玻璃纤维基材匀速输送至浸胶系统,基材经过胶槽充分浸润树脂胶料后,通过涂胶辊和刮胶装置调节胶层厚度,确保胶料均匀覆盖基材表面。动态张力控制系统在此环节持续工作,保证基材输送过程中的张力稳定,避免出现拉伸或起皱现象。3. 瓦楞成型:浸胶后的基材进入成型装置,通过辊压、缠绕或模压等方式加工成预设的瓦楞波形。以辊压成型为例,基材在一对带有互补波形的辊筒之间通过,在压力作用下形成瓦楞结构;缠绕成型则通过中心轴旋转带动模具运动,配合扇形板的伸缩动作,实现双曲面瓦楞结构的连续缠绕。沸石转轮的精密结构设计,确保了其在长时间运行中的稳定性与可靠性。江苏玻璃纤维模块单面瓦楞机公司
瓦楞成型机构:作为单面瓦楞机的“重心心脏”,瓦楞成型机构的设计直接决定了瓦楞的成型精度、波形稳定性和生产效率。该机构主要由瓦楞辊、压力辊和驱动系统组成。瓦楞辊是实现原纸压楞的关键部件,其表面加工有特定的瓦楞齿形,常见的瓦楞类型包括A楞、C楞、B楞、E楞等,不同齿形的瓦楞辊可通过更换实现不同规格瓦楞纸板的生产。瓦楞辊采用高强度合金钢材质,经过淬火、氮化等热处理工艺,表面硬度可达HRC58-62,确保其具有足够的耐磨性和使用寿命。压力辊与瓦楞辊紧密配合,通过液压系统提供稳定的压力,使原纸在两者之间被压制成预设的瓦楞波形,压力调节范围通常为0.3-0.8MPa。驱动系统采用高精度伺服电机,通过同步带或齿轮传动带动瓦楞辊和压力辊同步转动,确保转速稳定,避免因转速波动导致瓦楞成型不规整。江阴RTO废气处理单面瓦楞机生产厂家单面瓦楞机的蒸汽加热系统是关键,精确的温度控制直接影响到瓦楞纸与面纸之间的粘合效果。
涂胶与粘合辅助功能
瓦楞顶端涂胶配备涂胶装置(如涂胶辊),在成型后的瓦楞芯纸的楞峰顶端均匀涂抹适量胶粘剂(如淀粉胶),为后续与面纸(或里纸)的复合粘合做好准备,确保粘合牢固且胶量适中,避免过胶或漏胶影响纸板质量。涂胶量精细控制通过调节涂胶辊的转速、压力或间隙,精确控制涂胶量,适应不同厚度、材质的瓦楞芯纸,既保证粘合强度,又减少胶粘剂浪费和后续干燥负担。
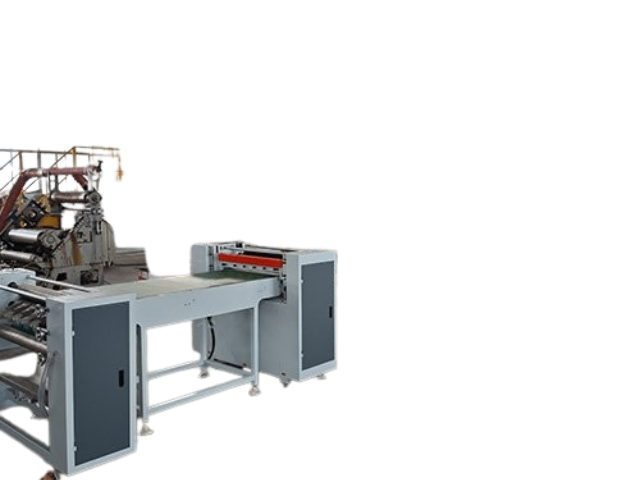
输送与衔接功能
瓦楞芯纸输送通过传送带或牵引辊将成型并涂胶后的瓦楞芯纸平稳输送至后续的复合工序(如与面纸在双面机中复合),确保瓦楞芯纸在输送过程中保持形态稳定,楞型不受挤压变形。与其他设备联动可与前端的原纸架、后端的双面机、分纸机等设备组成连续生产线,实现从原纸到瓦楞纸板的自动化加工,提高整体生产效率,减少人工干预导致的误差。
放卷机构:作为原材料供应的起始环节,放卷机构的重心作用是将玻璃纤维布、玻璃纤维纸等基材平稳、匀速地输送至后续加工环节。为避免基材在输送过程中出现拉伸断裂、起皱或跑偏等问题,**机型通常配备动态张力控制系统,通过传感器实时监测基材张力,自动调节放卷速度,确保张力波动控制在5%以内。同时,部分设备还集成了纠偏装置,可实时监测基材位置,当出现横向偏移时自动调整,保证基材始终沿预设路径运行。浸胶系统:该系统是实现玻璃纤维与树脂复合的关键环节,其性能直接影响瓦楞制品的粘结强度和耐腐蚀性。浸胶系统通常由胶槽、涂胶辊、刮胶装置等组成,部分**设备配备智能胶量控制系统,可根据基材厚度和运行速度自动调节浸胶量,胶料回收率可达95%以上,既降低了生产成本,又减少了VOCs排放。在胶料选择上,可根据产品需求选用环氧树脂、聚酯树脂等不同类型的粘结材料,部分环保型设备还支持使用生物基树脂(如大豆油基树脂),实现碳排放减少30%以上,符合欧盟RoHS指令要求。玻璃纤维瓦楞模块的应用,助力企业实现绿色生产目标。
未来的玻璃纤维瓦楞生产车间将实现全方面的无人化运营,AGV机器人负责原材料配送和成品搬运,机器视觉系统进行100%在线质量检测,数字孪生技术实现设备全生命周期管理。这种智能工厂不仅能将生产效率再提升50%,还能通过数据挖掘发现生产瓶颈,持续优化生产流程。更重要的是,通过与下游客户的数字平台对接,可实现“以销定产”的柔性生产模式,大幅降低库存成本,缩短交货周期。预计到2030年,这种智能化生产模式将在行业**企业中普及,带动全行业生产效率提升30%以上。此外,AI算法的深度应用将实现设备的自主学习和自适应调节,根据不同的原材料特性和产品要求,自动优化生产参数,进一步提升产品质量的稳定性。沸石转轮技术革新传统空气净化方式明显提升净化效率与品质。三元催化单面瓦楞机生产厂家
沸石转轮系统,能够精确分离并回收VOCs,实现资源再利用。江苏玻璃纤维模块单面瓦楞机公司
瓦楞成型(环节)经过预热的芯纸被输送至瓦楞成型机构,这一环节由一对(或多对)相互啮合的瓦楞辊完成:瓦楞辊表面刻有规则的凹凸纹路(楞型),分为上辊(通常为凸楞)和下辊(通常为凹楞),两者的纹路完全匹配;当芯纸进入两辊之间的啮合区域时,在辊筒的旋转压力作用下,纸张被强制压入凹凸纹路中,形成与辊面纹路一致的波浪形(瓦楞)结构;瓦楞辊在工作时会持续加热(通过蒸汽、电加热等方式),高温环境能帮助瓦楞结构快速定型,增强瓦楞的挺度和稳定性,避免成型后回弹或塌楞。江苏玻璃纤维模块单面瓦楞机公司
- 江苏陶瓷纤维瓦楞单面瓦楞机图片 2026-03-08
- 无锡贵金属催化单面瓦楞机直销 2026-03-07
- 江阴玻璃纤维蜂窝模块单面瓦楞机供应商 2026-03-07
- 陶瓷纤维蜂窝模块单面瓦楞机图片 2026-03-07
- 无锡催化燃烧单面瓦楞机 2026-03-07
- 无锡玻璃纤维瓦楞单面瓦楞机操作流程 2026-03-07
- 江苏玻璃纤维蜂窝模块单面瓦楞机多少钱 2026-03-07
- 江苏VOCs催化燃烧单面瓦楞机图片 2026-03-07
- 江苏VOCs催化燃烧单面瓦楞机生产工艺 2026-03-06
- 催化剂载体单面瓦楞机视频 2026-03-06
- 无锡催化燃烧单面瓦楞机设备 2026-03-06
- 陶瓷纤维蜂窝模块单面瓦楞机 2026-03-06