- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-320-8-4
- 产地
- 河北石家庄
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 304/316不锈钢
- 配送方式
- 送货上门
河北冠宇环保针对医院环境研发的紫外光催化系统,具有高效杀菌和废气处理双重功能。医院的门诊、病房、手术室等区域易产生含病菌的空气,且检验科、病理科会排放含化学试剂的废气,该系统能有效解决这些问题。在空气杀菌方面,系统采用波长为 254nm 的紫外灯管,该波长的紫外光对细菌、病毒的杀灭率高达 99.9% 以上,同时配合催化剂,能分解空气中的甲醛、氨等有害气体,改善室内空气质量,保护医护人员和患者的健康。在废气处理方面,医院的污水处理站和实验室会产生含氯仿、二甲苯等有害气体的废气,该系统通过收集管道将废气引入催化反应腔,在紫外光照射下,催化剂将有害气体分解为无害物质,避免了废气排放对周边环境的影响。系统还具备智能定时功能,可根据医院不同区域的使用情况,设定不同的运行时间,如在病房无人时进行强高度杀菌,既保证了杀菌效果,又不影响患者休息。1. 紫外光催化系统高效降解高盐废水,提升处理效率。哪里紫外光催化系统互惠互利

在电镀行业,河北冠宇环保的紫外光催化系统为电镀废水的深度处理提供了有效方案。电镀废水含有大量的重金属离子(如铬、镍、铜、锌等)和化氰物、有机酸等有机污染物,若处理不当,会对土壤和水体造成严重污染。该系统针对电镀废水的特点,采用紫外光催化与螯合沉淀相结合的工艺,先通过螯合沉淀剂将废水中的重金属离子螯合形成沉淀,去除大部分重金属;然后再利用紫外光催化氧化作用,降解水中的化氰物和有机酸,进一步降低废水的毒性和 COD 浓度。系统采用自动化控制,可实时监测废水的 pH 值、重金属浓度和 COD 浓度,并根据监测数据自动调节药剂投加量和紫外光强度,确保处理效果稳定。该系统处理后的电镀废水,重金属离子浓度远低于《电镀污染物排放标准》(GB21900-2008)的要求,可直接排放或回用,为电镀企业解决了环保难题,促进了行业的可持续发展。哪里紫外光催化系统互惠互利26. 紫外线系统高效灭活细菌,确保用水安全。

河北冠宇环保研发的紫外光催化系统在光伏行业的硅片清洗废水处理中发挥重要作用。光伏行业在硅片清洗过程中,会使用氢氟酸、硝酸、硫酸等多种化学试剂,产生的废水中含有高浓度的氟离子、硝酸根离子、硫酸根离子和硅粉颗粒,若不妥善处理,会对土壤和水体造成严重污染。该系统针对硅片清洗废水的特点,采用预处理 + 紫外光催化的工艺,预处理阶段通过中和、沉淀去除废水中的氟离子和硅粉颗粒;然后再利用紫外光催化氧化作用,将废水中的硝酸根离子还原为氮气,降低水中的总氮浓度。系统采用耐腐蚀材质制作,如 PVDF、玻璃钢等,能有效抵抗废水的腐蚀,延长设备使用寿命。该系统处理效率高,对氟离子的去除率可达 98% 以上,对总氮的去除率可达 70% 以上,处理后的废水可部分回用,减少了水资源的消耗,降低了企业的生产成本,同时满足了环保部门的排放要求,为光伏行业的绿色发展提供了支持。
在新能源汽车电池回收行业的拆解废水处理中,河北冠宇环保的紫外光催化系统为重金属与有机物协同去除提供了专业方案。新能源汽车电池拆解过程中,会产生含锂、钴、镍等重金属离子和有机电解液(如碳酸酯类)的废水,传统处理工艺难以同时高效去除重金属和有机物,且易产生二次污染。该系统采用 “重金属螯合沉淀 + 紫外光催化氧化” 工艺,预处理阶段通过投加螯合剂与重金属离子形成稳定螯合物沉淀,去除率可达 98% 以上;进入催化阶段后,采用钌掺杂 TiO₂催化剂配合紫外光照射,可将有机电解液彻底降解,TOC 去除率可达 92% 以上,*终使废水达到《电池工业污染物排放标准》(GB 30484 - 2013)要求,且处理过程中产生的重金属污泥可交由专业机构回收再利用,实现资源循环。系统配备在线重金属监测仪和 TOC 分析仪,实时监控处理效果,确保稳定达标。该系统已在多家新能源汽车电池回收企业应用,助力新能源产业的全生命周期环保管理。30. 紫外线消毒系统高效去除病毒,防止传播。
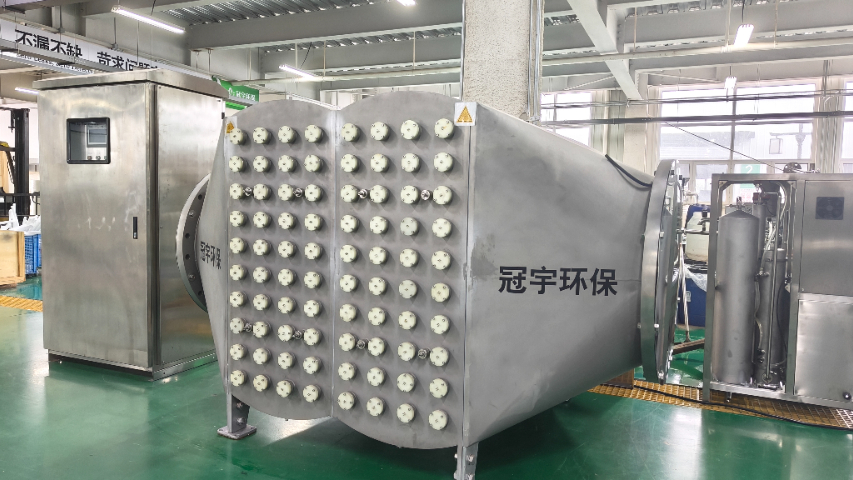
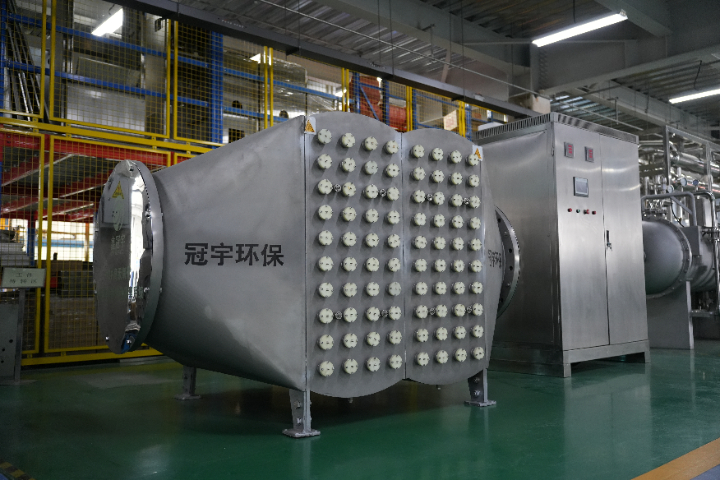
河北冠宇环保研发的紫外光催化系统,在工业有机废气处理领域展现出越卓性能。该系统以强高度紫外灯管为心核光源,配合自主研发的纳米级 TiO₂催化剂载体,能高效分解苯、甲苯、二甲苯等挥发性有机化合物(VOCs)。系统采用模块化设计,单模块处理风量可达 5000-10000m³/h,可根据企业废气排放量灵活组合。在运行过程中,废气经预处理过滤掉颗粒物后,进入催化反应腔,在紫外光照射下,催化剂表面产生大量羟基自由基,将有机污染物氧化分解为无害的 CO₂和 H₂O,处理效率稳定在 90% 以上。同时,系统配备智能温控和故障报警装置,当反应腔温度超过设定阈值或灯管出现损坏时,会自动停机并发送预警信息,保障设备安全稳定运行,为企业实现环保达标排放提供可靠保障。16. 紫外线水处理适用于食品行业,防止微生物污染。哪里紫外光催化系统互惠互利
20. 紫外线水处理保障制药用水,满足高标准要求。哪里紫外光催化系统互惠互利
河北冠宇环保的紫外光催化系统在化妆品生产行业的废水和废气处理中体现出高兼容性。化妆品生产过程中会使用大量表面活性剂、防腐剂、香精等有机原料,产生的废水中含有高浓度 COD、LAS(十二烷基苯磺酸钠)和多种难降解有机物;同时,原料混合和产品灌装工序会产生含香精、醇类等 VOCs 的废气。该系统针对化妆品废水,采用紫外光催化与生物处理相结合的工艺,先通过紫外光催化降解废水中的难降解有机物,提高废水可生化性,再进入生物处理单元进一步处理,使废水达到排放标准;对于废气处理,系统采用 “活性炭吸附浓缩 + 紫外光催化” 工艺,先通过活性炭吸附浓缩低浓度 VOCs,再将脱附后的高浓度 VOCs 引入紫外光催化反应腔降解,处理效率可达 92% 以上,且能有效去除香精异味。系统采用食品级不锈钢材质制作,符合化妆品行业的卫生要求,同时配备智能报警系统,当设备出现故障时及时提醒维护,确保生产连续进行。该系统已在多家化妆品生产企业应用,改善了企业的生产环境。哪里紫外光催化系统互惠互利
- 冠宇牌紫外光催化系统价格实惠 2026-08-06
- 建设项目紫外光催化系统交易价格 2026-08-06
- 怎么做紫外光催化系统出厂价 2026-07-24
- 怎么做紫外光催化系统设备 2026-07-20
- 自来水厂紫外光催化系统行业报价 2026-07-19
- 紫外光催化系统 2026-07-19
- 药废水处理紫外光催化系统要求 2026-07-19
- 鑫冠宇牌紫外光催化系统报价行情 2026-05-11
- 品牌紫外光催化系统报价行情 2026-04-14
- 节约紫外光催化系统市场报价 2026-04-09
- 质量紫外光催化系统供应商家 2026-04-06
- 冠宇牌紫外光催化系统产品介绍 2026-04-06