- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-AOP
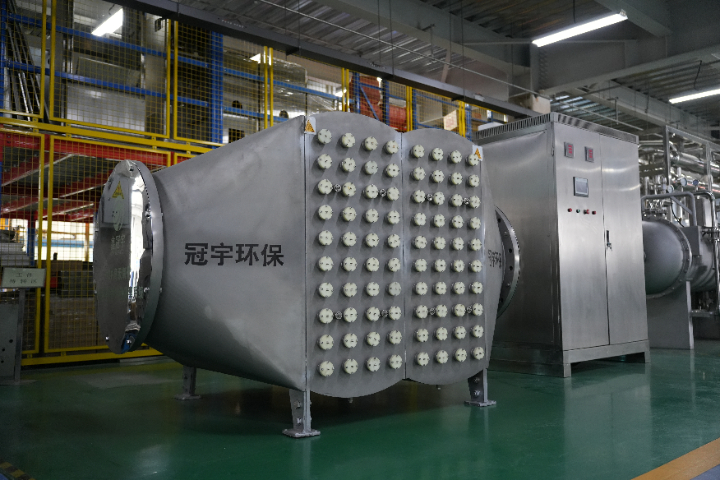
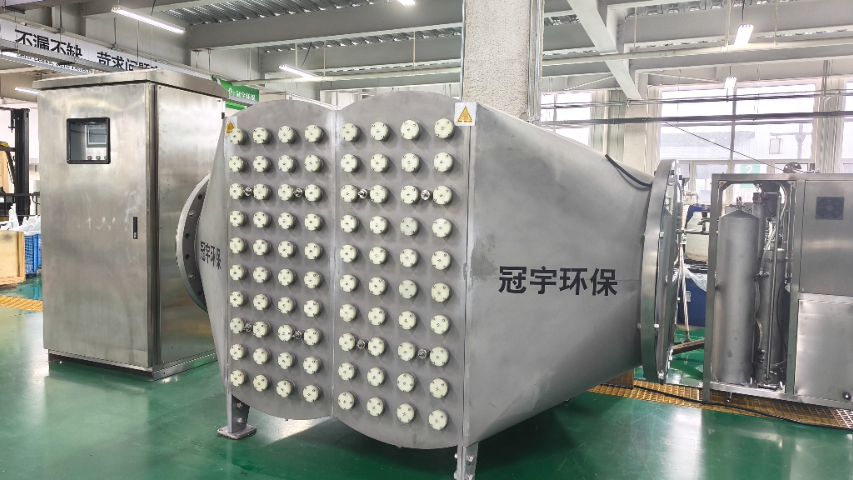
臭氧的发生成本是AOP系统运行费用的主要组成部分。河北冠宇采用新一代高频高压电晕法臭氧发生器,其**放电单元采用特种陶瓷介质管与钛合金电极,结构坚固,散热性能优异,臭氧产量稳定。配合高效的电源管理系统和冷却系统,我们的设备每生产1公斤臭氧的功耗可低至8-10kWh,处于行业**水平。更重要的是,我们通过气液混合技术(如涡旋增压注入、纳米微气泡发生器等),将臭氧气体破碎成微米甚至纳米级气泡,极大地增加了气液接触面积,使臭氧的溶解效率超过95%,从源头上减少了臭氧的逃逸与浪费,实现了高效与低耗的完美统一。设备占地面积小,适合多种场地安装使用。黑龙江无二次污染型AOP高级氧化设备消毒需要多长时间
这一技术优势在化工、制药、印染等重点行业中表现得尤为突出。化工行业废水中含有大量复杂的有机合成物,毒性强且难降解;制药行业生产过程中会产生多种具有生物抑制性的有机污染物,传统生物处理工艺难以适应;印染行业废水则因含有大量染料分子和助剂,色度高且成分复杂,处理难度极大。AOP高级氧化设备能够针对这些行业废水的特性,通过定制化的工艺设计实现高效处理,有效解决了这些行业长期以来的环保痛点。随着环保政策的不断收紧和企业环保意识的提升,AOP高级氧化设备在这些行业中的市场需求持续增长,展现出了巨大的市场潜力和不可替代的应用价值。黑龙江无二次污染型AOP高级氧化设备消毒需要多长时间AOP 的杀菌效果远超传统氯消毒方式。

运行成本的长期经济性是AOP高级氧化设备的另一优势。虽然AOP设备初期投资高于传统工艺,但其长期运行成本更低。传统生物处理法需持续投入营养剂、进行污泥处理,且处理周期长导致占地面积大;化学氧化法则需频繁采购和投加药剂,药剂成本占运行费用的60%以上。AOP技术通过高效氧化反应减少药剂消耗,且自动化运行程度高,可降低人工成本。以印染废水处理为例,传统工艺药剂年消耗成本约20万元,而AOP设备通过优化运行参数,药剂消耗减少40%,加上人工成本降低,年运行费用可节省8-10万元。
许多工业废水(如煤化工、农药、海水淡化浓水)具有高盐分的特点,这会对许多处理技术产生抑制。而河北冠宇的AOP技术在高盐环境下反而能展现出独特优势。水中的氯离子(Cl⁻)在·OH作用下可被转化为活性氯物种(如HClO、Cl₂),这些物种本身也是强氧化剂,能与·OH产生协同效应,加速某些有机物的降解,尤其对含氮有机物有***。我们的反应器材质(如哈氏合金、高等级不锈钢)和密封设计均考虑了高盐环境的腐蚀性,确保了设备在恶劣水质下的长期耐久性,为解决高盐难降解废水提供了强有力的技术武器。羟基自由基持续作用确保净化效果持久。

传统的物化处理技术(如混凝、沉淀)会产生大量含化学药剂的污泥,这些污泥的处理与处置成本高昂且存在环境风险。而AOP技术作为一种深度氧化工艺,其目标是将污染物彻底矿化为CO₂和H₂O,理论上不产生新的化学污泥。相较于芬顿(Fenton)法等湿式氧化技术,AOP避免了大量铁泥的产生,极大地减轻了客户的固废处置负担。同时,系统配备有高效尾气破坏装置,能将未反应的臭氧完全分解为氧气,确保无臭氧泄漏,对操作环境和周边大气友好,真正实现了清洁生产与绿色处理。模块化AOP单元,可轻松集成至您现有的处理工艺中。吉林高效除 CODAOP高级氧化设备源头工厂
稳定运行,效果可靠,我们的AOP设备经得起时间考验。黑龙江无二次污染型AOP高级氧化设备消毒需要多长时间
能耗方面,不同类型的AOP高级氧化设备能耗表现存在差异。臭氧氧化设备因需要电能制备臭氧,能耗相对较高,尤其在处理量大的场景中,电力消耗成为主要能源支出。紫外线/过氧化氢设备的能耗主要集中在紫外灯管的电力消耗上,不过随着节能型紫外灯管的应用,其能耗已得到有效控制,在中小规模污水处理中能耗表现较为经济。电解氧化设备由于电解过程需要持续供电,能耗相对突出,尤其在高盐度废水处理中,因离子浓度影响电解效率,可能进一步增加能耗。但整体而言,通过优化设备结构和运行参数,如采用高效反应器和智能功率调节系统,可有效降低各类AOP设备的单位水能耗。黑龙江无二次污染型AOP高级氧化设备消毒需要多长时间
- 辽宁杀菌消毒型AOP高级氧化设备源头工厂 2026-03-08
- 天津芬顿耦合AOP高级氧化设备消毒需要多长时间 2026-03-07
- 江苏市政污水处理用AOP高级氧化设备安装方便 2026-03-07
- 辽宁高效催化型AOP高级氧化设备反应快速 2026-03-06
- 天津高浓度有机废水处理AOP高级氧化设备效果如何 2026-03-06
- 食品加工废水处理AOP高级氧化设备特点 2026-03-05
- 浙江制药废水处理AOP高级氧化设备应用场景 2026-03-05
- 吉林工业废水处理用AOP高级氧化设备特点 2026-03-05
- 海南药废水处理AOP高级氧化设备整机质保一年 2026-03-03
- 江苏电催化AOP高级氧化设备污水处理设备 2026-03-03
- 江西国标认证AOP高级氧化设备特点 2026-03-03
- 黑龙江一体化AOP高级氧化设备安装方便 2026-03-02