- 品牌
- 冠宇,鑫冠宇
- 型号
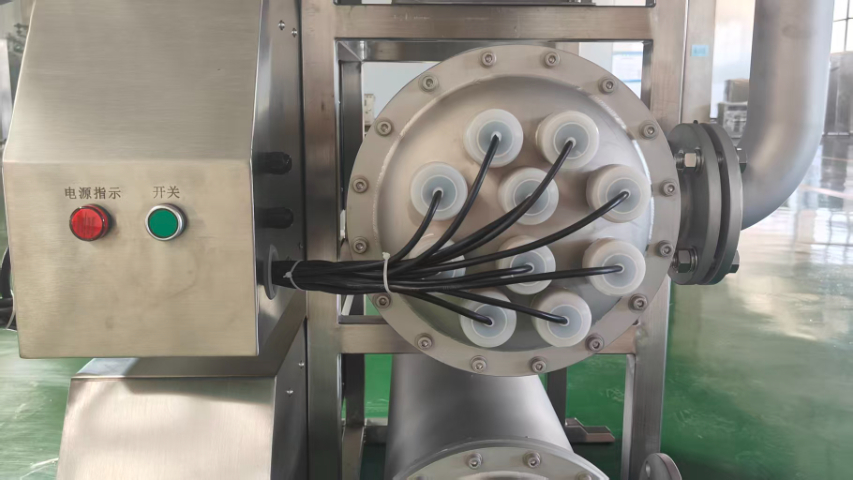
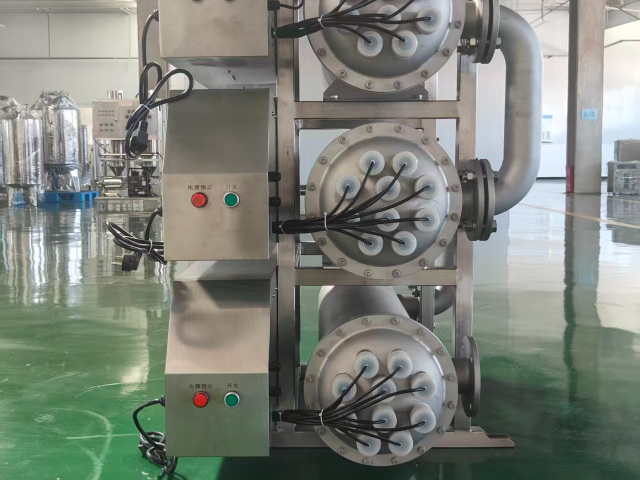
- toc脱除器
在电厂再生水处理工艺的复杂体系中,中压紫外线技术宛如一位“多面能手”,主要承担着杀菌以及去除部分有机物的重要使命。其工艺流程清晰而有序:再生水先经过预处理环节,初步去除较大的杂质和悬浮物,为后续处理创造良好条件;接着进入中压紫外线杀菌与TOC降解阶段,利用紫外线的强大能量,对水中的微生物和有机物发起“精细打击”;随后进行深度处理,进一步净化水质;实现水资源的回用,达到节能与环保的双重目标。当固定紫外剂量设定为50mJ・cm⁻¹时,该技术展现出良好的性能。在进水流量处于150~400m³・h⁻¹的范围内,杀菌率均能稳定达到100%。某电厂积极采用这一先进技术处理再生水,在处理水量为210m³/h的情况下,杀菌率依旧保持在99%以上。更令人惊喜的是,吨水杀菌耗电为,真正实现了高效杀菌与节能降耗的完美融合,为电厂的可持续发展提供了有力支持。 TOC 脱除器在污水处理厂深度处理中可提升出水水质。TOC脱除器工厂

中压TOC紫外线脱除技术正朝着多个方向创新发展,不断提升设备性能和环保水平。新型灯管技术方面,高效发光材料提高光电转换效率,多波长协同优化有机物降解效果,无汞灯管减少有害物质使用;反应器设计通过CFD和光学模拟优化流场和紫外线分布,模块化设计提升灵活性;智能控制技术引入自适应控制和预测性维护,结合大数据分析优化运行参数;协同处理技术与H₂O₂、光催化等结合增强降解能力;低能耗技术采用变频控制和余热回收,新材料应用则提高设备耐用性和反射率,这些创新推动技术向更高效、节能、环保方向迈进。 TOC脱除器工厂制药用 TOC 脱除器需将注射用水 TOC 控制在 50ppb 以下。
在皮革制造行业,鞣制、染色等工艺过程中会使用大量的化学药剂,导致废水中的TOC含量较高,且含有多种难降解有机物。TOC脱除器在皮革制造废水处理中具有重要的应用意义。为了有效处理这类废水,可采用芬顿氧化与紫外线催化相结合的工艺。芬顿氧化是利用过氧化氢与亚铁离子反应生成羟基自由基,对水中的有机物进行氧化分解。然而,芬顿氧化反应存在一定的局限性,如反应条件较为苛刻、产生铁泥等二次污染。紫外线的加入可起到催化作用,提高羟基自由基的产生效率,同时减少铁泥的产生。在TOC脱除器中,设有芬顿反应装置和紫外线照射装置,废水在芬顿反应装置中与过氧化氢和亚铁离子充分混合反应,然后在紫外线的催化下,有机物被进一步氧化分解。通过这种芬顿氧化-紫外线催化联合工艺,能够有效降低皮革制造废水中的TOC含量,实现废水的达标排放。
中压 TOC 紫外线脱除技术在发展过程中面临诸多挑战,需要针对性采取应对策略。技术层面,难降解有机物降解效率不足,可通过开发新型催化剂、优化波长组合和采用高级氧化工艺解决;能耗与效率平衡难题,需研发高效材料、优化反应器设计和引入智能控制。市场方面,竞争加剧需加强创新和品牌建设,价格压力需通过差异化竞争和成本优化缓解,客户认知不足则要加强技术普及和案例展示。成本挑战上,初始投资高可通过设计优化和灵活融资应对,运维和能耗成本高则需延长灯管寿命、简化维护并采用节能技术。食品行业用 TOC 脱除器需符合食品安全相关卫生标准。

在印染行业,除了传统的纺织印染废水,还有一些特殊印染工艺产生的废水,其TOC含量和有机物种类更为复杂。TOC脱除器针对这些特殊印染废水,采用多级紫外线氧化与膜分离相结合的工艺。首先,废水经过预处理去除大颗粒杂质后,进入一级紫外线氧化单元,利用中压紫外线对水中的有机物进行初步氧化分解。然后,经过一级处理后的废水进入膜分离单元,如纳滤膜或反渗透膜,去除部分有机物和离子。接着,膜分离后的浓水进入第二级紫外线氧化单元,进行深度氧化处理。通过这种多级紫外线氧化与膜分离相结合的工艺,能够逐步降低废水中的TOC含量,提高处理效果。在TOC脱除器的设计中,根据特殊印染废水的特点,合理选择紫外线的波长和剂量,优化膜分离的操作参数,确保废水处理达到预期目标。 TOC 脱除器的应急预案需涵盖灯管突发失效等故障处理。黑龙江去除型TOC脱除器运营成本
中压 TOC 脱除器的余热回收技术可降低整体能源消耗!TOC脱除器工厂
现代TOC中压紫外线脱除器配备先进的智能控制系统,大幅提升了设备的自动化水平和运维便利性。该系统具备自动化运行控制功能,可根据预设条件自动启停、调节功率,并实现过流、过压、过热等自动保护,部分设备还支持自动清洗。同时,能实时监测紫外线强度、灯管状态、处理水量、TOC浓度等关键参数,自动记录和存储运行数据,支持历史数据查询与分析。此外,还拥有智能诊断与预警功能,可自动诊断故障、预测潜在问题并提醒维护,支持远程监控与管理,通过网络实现远程操作和故障排除,为设备稳定运行提供有力保障。 TOC脱除器工厂
- 山西什么是TOC脱除器反应快速 2026-08-07
- 降解型TOC脱除器哪里有卖 2026-08-06
- 山东设备TOC脱除器 2026-08-05
- 河南高温氧化TOC脱除器定制 2026-08-04
- 特制TOC脱除器系统 2026-07-29
- 江西净化型TOC脱除器哪里有卖 2026-07-28
- 天津节能型TOC脱除器如何操作 2026-07-28
- 黑龙江TOC脱除器哪里有卖 2026-07-28
- 江苏纯水TOC脱除器安装方便 2026-07-26
- 山东TOC脱除器污染 2026-07-26
- 河南去除型TOC脱除器安装方便 2026-07-25
- 河北高温氧化TOC脱除器实力厂家 2026-07-23