- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
生产速度是衡量设备效率的重心指标,不同机型的速度范围差异明显。普通建筑用瓦楞板生产线速度可达10-15m/min,而精密环保模块生产线为保证成型质量,速度通常控制在3-5m/min。值得注意的是,速度并非越高越好,需要与材料固化特性相匹配。例如,采用快速固化树脂体系的设备,在保证固化度的前提下可实现高速生产,而厚壁制品则需要较低速度以确保树脂充分浸润和固化。按成型方式分类,可分为辊压成型、缠绕成型和模压成型三大类。辊压成型机通过连续辊压实现线性制品生产,适合大批量标准化产品;缠绕成型机如双曲面瓦楞容器制作装置,通过中心轴旋转带动模具运动,可生产圆柱形、锥形等回转体构件,其大扇形板和小扇形板的数量通常为4-16块,通过伸缩实现自动脱模;模压成型机则适用于复杂形状制品,采用液压系统提供成型压力,单次成型时间较长但制品精度高。设备采用高精度伺服控制系统,可精细调节瓦楞波高、波距及成型速度,满足不同规格产品需求。无锡脱硝催化玻璃纤维瓦楞机公司
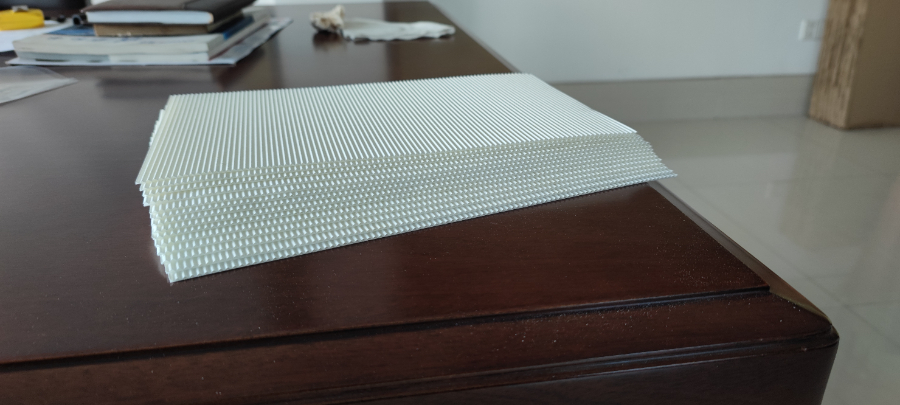
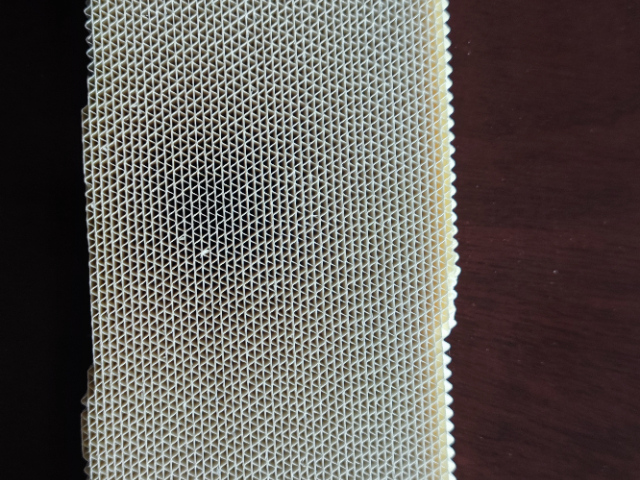
现代玻璃纤维瓦楞机的基本结构可分为六大系统:放卷机构、浸胶系统、成型装置、固化单元、切割系统及控制系统。以双曲面瓦楞玻璃钢容器制作装置为例,其重心创新在于采用可伸缩的扇形板组合结构,通过大扇形板与小扇形板的间隔排布形成圆筒状模具,配合中心轴旋转实现连续缠绕成型。这种设计使传统需要人工内贴的成型工艺实现了机械化,生产周期从数小时缩短至约一小时,明显提升了生产效率与产品一致性。成型系统作为设备的"心脏",其设计直接决定了瓦楞制品的精度与性能。玻璃纤维瓦楞玻璃纤维瓦楞机图片数控张力调节装置自动适应不同克重玻璃纤维布,防止拉伸变形。

玻璃纤维瓦楞机的型号分类通常依据产品幅宽、生产速度和成型方式,形成了覆盖不同应用场景的完整产品线。这种多样化的产品矩阵,既是市场需求驱动的结果,也是技术持续创新的体现。按幅宽规格划分,玻璃纤维瓦楞机可分为窄幅(≤1000mm)、中幅(1000-2000mm)和宽幅(≥2000mm)三大类。窄幅机型如QWJ-650型,幅宽650mm,主要用于生产小型环保设备用瓦楞模块或异形件;中幅机型(1200-1600mm)广泛应用于建筑采光板、普通集装箱侧板等标准化产品;宽幅机型则主要生产大型储罐、风电叶片外壳等特种制品,最大幅宽可达4000mm以上,需要多组成型单元协同工作。
在工业除湿领域,玻璃纤维纸单面瓦楞除湿转轮已取得明显成效。以某大型锂电池生产车间为例,其对空气湿度要求极为严格(**温度低于-60℃),传统除湿方式难以满足要求。采用单面瓦楞结构的转轮除湿系统后,车间湿度稳定控制在设定范围内,产品质量一致性显著提高。在包装印刷行业,其废气特点为风量大、浓度低且成分复杂。采用单面瓦楞结构的沸石转轮在这一领域表现出色,对VOCs的吸附率可达90%以上。即使废气中含邻二甲苯、异丙醇、乙酸乙酯等多种物质,该转轮也能实现高效净化。针对高湿度废气,通过在转轮前设置预处理工序,将废气相对湿度控制在适宜范围,可确保沸石转轮保持高效吸附状态。航空航天领域也借助玻璃纤维瓦楞机的制品,因其轻质强高的特性满足特殊部件的需求。

玻璃纤维瓦楞制品作为一种**性的复合材料应用形式,正逐渐取代传统金属、塑料等材料,在建筑、环保、交通等领域展现出巨大潜力。而支撑这一材料**的重心装备 —— 玻璃纤维瓦楞机,也经历了从手工操作到智能化生产的跨越式发展。玻璃纤维瓦楞机的重心功能是将玻璃纤维基材与树脂复合,并通过特定模具成型为具有瓦楞结构的复合材料制品。这一过程融合了材料科学、机械工程与自动控制等多学科技术,其技术演进直接反映了复合材料成型工艺的发展历程。
在家电包装领域,玻璃纤维瓦楞板可替代EPE泡沫,提供防震保护的同时降低综合包装成本。无锡脱硝催化玻璃纤维瓦楞机公司
包装领域:增强型瓦楞纸箱*度包装材料通过将玻璃纤维带与瓦楞芯纸层交错编制,可制成基于纤维加强的低克重瓦楞纸箱。这种结构既减轻了纸箱重量,又提高了整体强度和抗拉性,有效保护内部物品,适用于精密仪器、电子产品等高价值产品的包装。
建筑领域:结构增强与功能材料基础设施加固玻璃纤维瓦楞模块可用于桥梁、码头、栈桥等基础设施的加固,其*度和耐腐蚀性延长结构寿命,降低维护成本。建筑装饰材料玻璃纤维的隔热、不燃烧特性使其在建筑装饰领域应用,如冷却塔、储水塔、浴盆、门窗等。 无锡脱硝催化玻璃纤维瓦楞机公司
- 江阴RTO废气处理玻璃纤维瓦楞机哪家好 2026-01-27
- 江阴单面玻璃纤维瓦楞机厂家 2026-01-27
- 无锡分子筛玻璃纤维瓦楞机操作流程 2026-01-27
- 江苏脱硝催化玻璃纤维瓦楞机直销 2026-01-27
- 江阴板式催化玻璃纤维瓦楞机工艺 2026-01-27
- 江阴催化燃烧玻璃纤维瓦楞机多少钱 2026-01-27
- 无锡脱硫脱硝玻璃纤维瓦楞机厂家 2026-01-27
- 玻璃纤维玻璃纤维瓦楞机直销 2026-01-27
- 江苏VOCs催化燃烧玻璃纤维瓦楞机多少钱 2026-01-27
- 江苏玻璃纤维玻璃纤维瓦楞机公司 2026-01-27
- 江苏RTO废气处理玻璃纤维瓦楞机直销 2026-01-26
- 江苏有机废气处理玻璃纤维瓦楞机设备 2026-01-26