- 品牌
- 华维机械
- 型号
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
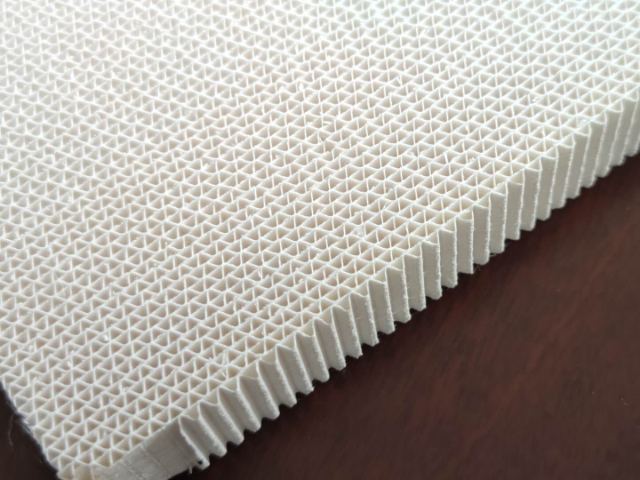
瓦楞成型(环节)经过预热的芯纸被输送至瓦楞成型机构,这一环节由一对(或多对)相互啮合的瓦楞辊完成:瓦楞辊表面刻有规则的凹凸纹路(楞型),分为上辊(通常为凸楞)和下辊(通常为凹楞),两者的纹路完全匹配;当芯纸进入两辊之间的啮合区域时,在辊筒的旋转压力作用下,纸张被强制压入凹凸纹路中,形成与辊面纹路一致的波浪形(瓦楞)结构;瓦楞辊在工作时会持续加热(通过蒸汽、电加热等方式),高温环境能帮助瓦楞结构快速定型,增强瓦楞的挺度和稳定性,避免成型后回弹或塌楞。分子筛的吸附性能,确保有机废气处理的有效与稳定。江阴催化燃烧单面瓦楞机设备
固化与后处理固化:将成型后的玻璃纤维瓦楞模块放入固化炉中进行固化处理。固化过程中需要控制温度和时间,以确保树脂完全固化,提高产品的强度和稳定性。后处理:对固化后的产品进行修整、打磨等后处理操作,以提高产品的外观质量和表面光洁度。四、表面处理涂漆:在玻璃纤维瓦楞模块的表面涂覆一层防腐漆或装饰漆,以提高其耐腐蚀性和美观度。覆膜:在某些应用场景下,可以在玻璃纤维瓦楞模块的表面覆上一层保护膜,以进一步延长其使用寿命。五、质量检测与包装质量检测:对生产出的玻璃纤维瓦楞模块进行严格的质量检测,包括尺寸精度、强度、耐腐蚀性等指标的测试。确保产品符合相关标准和客户要求。包装:将合格的产品进行包装,以便于运输和存储。包装过程中需要注意保护产品的表面和边角,避免在运输过程中造成损坏。综上所述,玻璃纤维瓦楞模块的生产工艺包括原材料选择与准备、成型工艺、固化与后处理、表面处理以及质量检测与包装等多个环节。每个环节都需要严格控制工艺参数和质量标准,以确保最终产品的性能和质量符合相关要求和客户需求。江苏单面单面瓦楞机视频玻璃纤维模块结构坚固,能够承受高温高压的废气环境。
张力控制系统则如同一位严格的质量监督员,时刻密切关注并精细调节纸张在送纸过程中的张力大小。这是因为纸张张力的稳定性直接关系到其在后续加工过程中的平整度和顺畅性,若张力过大,纸张可能会出现拉伸变形甚至断裂的风险;若张力过小,纸张则容易出现褶皱、松弛等问题,严重影响产品质量。导纸装置则像是一位细心的引导员,负责为纸张规划行进路线,引导其平稳、准确地进入瓦楞成型部分,避免纸张在送纸过程中发生偏移或卡顿,确保整个送纸过程如同行云流水般顺畅。
玻璃纤维瓦楞模块的生产工艺主要包括以下几个关键步骤:一、原材料选择与准备玻璃纤维选择:选择优良的玻璃纤维作为原材料,确保其具有较强度、耐腐蚀等优良特性。玻璃纤维的质量稳定性对后续产品的性能至关重要。其他辅助材料:根据生产需求,准备适量的树脂、固化剂、催化剂等辅助材料。二、成型工艺预处理:对玻璃纤维进行预处理,如清洗、干燥等,以确保其表面干净、无杂质。成型:将预处理后的玻璃纤维送入成型设备中。通过模具压制或拉挤等成型工艺,将玻璃纤维加工成具有瓦楞形状的模块。成型过程中需要控制温度、压力等参数,以确保产品的尺寸精度和性能.玻璃纤维模块的优越特性,符合现代工业的绿色生产要求。

涂胶与粘合辅助功能
瓦楞顶端涂胶配备涂胶装置(如涂胶辊),在成型后的瓦楞芯纸的楞峰顶端均匀涂抹适量胶粘剂(如淀粉胶),为后续与面纸(或里纸)的复合粘合做好准备,确保粘合牢固且胶量适中,避免过胶或漏胶影响纸板质量。涂胶量精细控制通过调节涂胶辊的转速、压力或间隙,精确控制涂胶量,适应不同厚度、材质的瓦楞芯纸,既保证粘合强度,又减少胶粘剂浪费和后续干燥负担。
输送与衔接功能
瓦楞芯纸输送通过传送带或牵引辊将成型并涂胶后的瓦楞芯纸平稳输送至后续的复合工序(如与面纸在双面机中复合),确保瓦楞芯纸在输送过程中保持形态稳定,楞型不受挤压变形。与其他设备联动可与前端的原纸架、后端的双面机、分纸机等设备组成连续生产线,实现从原纸到瓦楞纸板的自动化加工,提高整体生产效率,减少人工干预导致的误差。 它优化脱硫脱硝工艺,减少副产物生成,提高资源利用率。催化剂载体单面瓦楞机
模块的可定制性,适应不同规模的脱硫脱硝需求。江阴催化燃烧单面瓦楞机设备
经过瓦楞成型的玻璃纤维纸,此时宛如一件尚未完成的艺术品,虽然初具雏形,但还需要进一步的雕琢。进入定型部分后,加热和冷却装置相继登场,它们宛如一对默契的搭档,通过精确控制温度和时间,使瓦楞形状得以稳固固定。加热装置提供适宜的温度,促使纸张中的纤维结构发生一定程度的软化和重组,从而更好地适应瓦楞形状;冷却装置则迅速跟进,在合适的时机降低温度,使纸张纤维重新硬化,将瓦楞形状牢牢锁住。定型后的瓦楞纸宛如一位整装待发的士兵,等待着下一个任务——切割。切割装置宛如一把锋利的宝剑,按照预先设定的尺寸要求,将瓦楞纸精细地切割成所需长度,一个个完整的瓦楞纸板或瓦楞纸箱等产品就此诞生。切割过程的精度控制至关重要,它直接影响到产品的尺寸准确性和一致性,对于后续的包装和使用具有重要意义。江阴催化燃烧单面瓦楞机设备
- 板式催化单面瓦楞机操作流程 2026-03-08
- 江阴RTO废气处理单面瓦楞机生产厂家 2026-03-08
- 分子筛单面瓦楞机操作流程 2026-03-08
- 江阴板式催化单面瓦楞机生产工艺 2026-03-08
- 江苏陶瓷纤维瓦楞单面瓦楞机图片 2026-03-08
- 无锡贵金属催化单面瓦楞机直销 2026-03-07
- 江阴玻璃纤维蜂窝模块单面瓦楞机供应商 2026-03-07
- 陶瓷纤维蜂窝模块单面瓦楞机图片 2026-03-07
- 无锡催化燃烧单面瓦楞机 2026-03-07
- 无锡玻璃纤维瓦楞单面瓦楞机操作流程 2026-03-07
- 江苏玻璃纤维蜂窝模块单面瓦楞机多少钱 2026-03-07
- 江苏VOCs催化燃烧单面瓦楞机图片 2026-03-07