- 品牌
- 益民环保
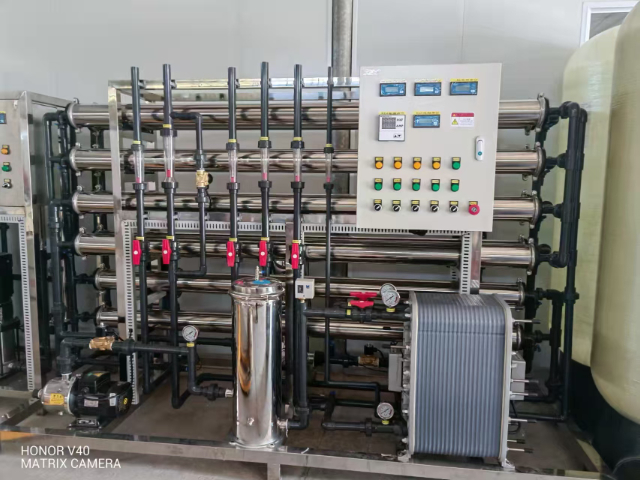
- 型号
- 2T
- 反渗透膜类型
- 复合膜
反渗透(ReverseOsmosis,RO)是一种高效的水纯化技术,其主要 在于利用半透膜的选择性分离作用。在自然渗透现象中,水分子会从低浓度溶液向高浓度溶液自发迁移,而反渗透则通过施加外部压力(通常为10-70bar)逆转这一过程,迫使水分子从高浓度侧(原水)穿过膜进入低浓度侧(纯水),同时截留溶解盐、有机物、细菌和病毒等杂质。反渗透膜的孔径极小(约0.1纳米),可去除水中90%-99%的离子、胶体和微生物,产水电阻率可达1-18MΩ·cm,满足实验室高纯水需求。现代实验室RO系统通常采用螺旋卷式膜组件,其结构紧凑且能提供较大的有效过滤面积。为了提高效率并减少膜污染,设备通常配备预处理装置,如活性炭吸附(去除余氯和有机物)、精密过滤(去除颗粒物)或软化装置(降低硬度)。此外,部分高级 系统采用抗污染复合膜材料,结合错流过滤技术,减少浓差极化现象,延长膜的使用寿命。这些技术使得RO设备成为实验室超纯水制备的关键环节,广泛应用于分子生物学、制药、环境检测等领域。原水含铁锰超标时需增加氧化过滤器,防止膜表面金属污染。河南锂电池厂反渗透设备供应商家

选购家用反渗透设备需综合考虑多方面因素。水质检测是首要步骤,建议先测试家中自来水的TDS值、硬度和余氯含量:TDS>500ppm或硬度>300mg/L的地区需选择大通量机型;老旧小区管道建议搭配前置过滤器。技术参数方面,400G以上大通量产品更适合3人以上家庭,废水比应选2:1及以上型号。安装位置需满足:环境温度5-38℃、有电源插座、排水方便等条件,厨下空间高度需≥40cm。使用维护需注意:新机使用前应冲洗30分钟,新机前面3桶水建议弃用;定期(每周)启用自动冲洗功能;根据提示及时更换滤芯(PP棉3-6个月,活性炭6-12个月,RO膜2-3年)。特别提醒消费者,要选择具有卫生许可批件(卫水字)的产品,并确认售后服务网络覆盖情况。数据显示,专业安装可使设备故障率降低60%,建议优先选择品牌官方安装服务。河南水处理反渗透设备多少钱系统配备应急柴油发电机,确保停电时持续供水。
工厂反渗透设备在多个工业领域发挥着关键作用。在电子制造业,RO系统为芯片清洗和晶圆制造提供超纯水,确保产品良率;制药行业依靠其生产符合药典标准的注射用水;食品饮料行业则用于原料水净化和工艺用水制备。相比传统蒸馏工艺,现代RO设备可降低60%以上的能耗,水回收率可达75%-90%。以日处理量1000吨的化工厂为例,采用RO系统后每年可节约水费约150万元,减少废水排放30万吨。设备的经济性还体现在模块化设计上,用户可根据产能需求灵活扩展,避免初期过度投资。在印染、电镀等废水回用场景,RO技术使中水回用率提升至80%以上,帮助企业实现环保合规。值得注意的是,针对高盐废水处理的特种RO设备,通过创新性的浓水再循环设计,可将总溶解固体(TDS)的去除率提高到99.5%,为煤化工、海水淡化等特殊行业提供了经济可行的解决方案。
针对无尘车间的严苛环境要求,反渗透设备在设计上进行了多项特殊优化。首先是全封闭式结构设计,所有管路接口采用卫生级快装卡箍,配合正压防尘外壳,确保设备内部洁净度达到ISO 5级标准。其次,智能化控制系统配备粒子计数器在线监测,当检测到0.1μm以上颗粒物超标时自动启动循环冲洗程序。在节能方面,新一代设备采用能量回收装置,可将浓水排放压力能量的85%回收利用,使系统整体能耗降低30%。相比传统纯水设备,无尘车间RO系统的突出优势体现在:产水微粒含量<1个/ml(符合SEMI F63标准)、振动噪声控制在55分贝以下、电磁兼容性满足CLASS B级要求。这些特性使其特别适合集成电路、精密光学等对微污染极度敏感的制造环节,设备停机维护周期可延长至常规环境的2倍。膜元件运输储存温度不得低于5℃,避免冻裂影响性能。

碳中和目标正推动RO技术向绿色化、智能化方向革新。材料领域,石墨烯氧化物膜展现出比传统聚酰胺膜高5倍的通量,MIT研发的仿生膜使海水淡化能耗降至1.5kWh/m³;系统设计上,正渗透(FO)-RO联用工艺可将浓盐水体积减少60%,而振动剪切增强(VSEP)技术通过高频振荡解决膜污染难题。数字化方面,数字孪生系统能模拟不同水质下的较好的运行参数,某海水淡化厂应用后能耗降低18%。市场调研显示,到2030年,配备能量回收装置(ERD)的RO系统将占新增项目的90%,新型压力交换器可使系统效率提升至96%。值得注意的是,零液体排放(ZLD)需求催生了"RO+蒸发结晶"组合工艺,中国煤化工领域已建成20余套万吨级装置。随着《水污染防治法》修订,RO浓水处理的电催化氧化技术、膜蒸馏技术等创新方案将迎来爆发式增长,全球RO市场预计在2025年突破120亿美元规模,技术创新将持续拓展水资源化利用的边界。食品饮料行业反渗透设备采用食品级润滑剂,符合FDA标准。安徽双级反渗透设备销售公司
膜元件通量衰减至初始值80%时,需进行专业化学清洗恢复性能。河南锂电池厂反渗透设备供应商家
为确保反渗透设备长期稳定运行,科学维护至关重要。膜污染和结垢是RO系统最常见的故障,主要由微生物滋生、胶体沉积或钙镁离子结垢引起,表现为产水量下降或电导率升高。为预防此类问题,建议定期进行化学清洗(如使用柠檬酸去除无机垢,氢氧化钠清理 有机污染物),并监控跨膜压力差(ΔP),若超过初始值15%,需立即排查原因。预处理环节同样关键,5μm精密滤芯应每1-3个月更换,活性炭滤芯每6-12个月更新,以避免余氯损坏RO膜。对于高硬度水源,可加装软水器或自动投加阻垢剂。此外,设备长期停用时,需用1%亚硫酸氢钠溶液浸泡膜组件,防止微生物滋生。现代智能RO系统通常具备自动冲洗和故障报警功能,可减少人工干预,延长膜寿命至3-5年,降低运维成本。河南锂电池厂反渗透设备供应商家
- 河南工厂反渗透设备多少钱 2025-10-23
- 新疆工业反渗透设备厂家 2025-10-23
- 新疆无尘车间反渗透设备工厂 2025-10-22
- 浙江反渗透设备销售公司 2025-10-22
- 浙江实验室反渗透设备 2025-10-21
- 安徽超纯水反渗透设备供应商家 2025-10-21
- 湖南单级反渗透设备供应商家 2025-10-20
- 湖南工业反渗透设备销售公司 2025-10-20
- 广东水处理反渗透设备工厂 2025-10-20
- 湖北工厂反渗透设备 2025-10-20
- 浙江超纯水反渗透设备哪里买 2025-10-20
- 安徽工业反渗透设备工厂 2025-10-20


