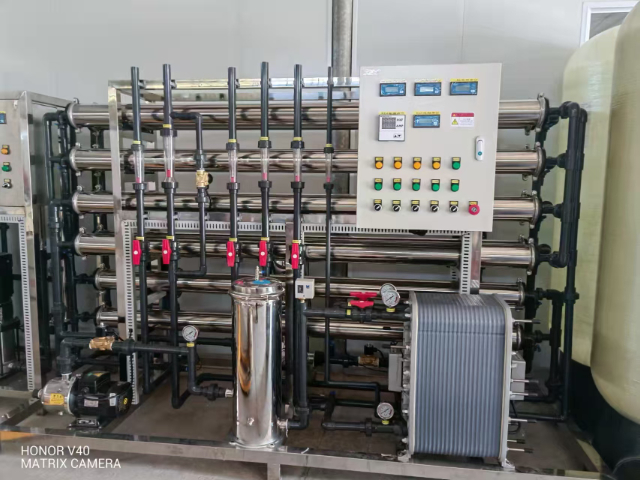
- 品牌
- 益民环保
- 型号
- 2T
- 反渗透膜类型
- 复合膜
益民环保锂电池厂反渗透设备的维护管理直接影响电池产品一致性。日常运行中,必须严格执行"三级水质监测"制度:原水每日检测16项指标,RO产水每小时监测电阻率和TOC,使用点每周取样全分析。膜系统维护采用"预测性清洗"策略,当标准化产水量下降10%或压差上升15%时立即启动化学清洗程序,清洗剂需选用电子级柠檬酸和氢氧化钠。预处理系统活性炭滤料每6个月更换,5μm精密滤芯每月更换,所有维护操作都需在洁净环境下进行。为保障水质稳定,系统还配置了多重保护措施:原水异常自动切换备用源;产水不合格自动排放;设置应急超纯水储罐应对突发需求。某锂电池巨头的经验表明,通过智能化运维系统,可将RO设备故障率降低80%,膜元件使用寿命延长至5年。特别在湿度敏感的电极干燥车间,RO系统还需配备空气除湿装置,防止管路结露污染水质。设备安装需保持环境温度5-45℃,避免阳光直射影响膜性能。锂电池厂反渗透设备销售公司

反渗透(ReverseOsmosis,RO)是一种高效的水纯化技术,其主要 在于利用半透膜的选择性分离作用。在自然渗透现象中,水分子会从低浓度溶液向高浓度溶液自发迁移,而反渗透则通过施加外部压力(通常为10-70bar)逆转这一过程,迫使水分子从高浓度侧(原水)穿过膜进入低浓度侧(纯水),同时截留溶解盐、有机物、细菌和病毒等杂质。反渗透膜的孔径极小(约0.1纳米),可去除水中90%-99%的离子、胶体和微生物,产水电阻率可达1-18MΩ·cm,满足实验室高纯水需求。现代实验室RO系统通常采用螺旋卷式膜组件,其结构紧凑且能提供较大的有效过滤面积。为了提高效率并减少膜污染,设备通常配备预处理装置,如活性炭吸附(去除余氯和有机物)、精密过滤(去除颗粒物)或软化装置(降低硬度)。此外,部分高级 系统采用抗污染复合膜材料,结合错流过滤技术,减少浓差极化现象,延长膜的使用寿命。这些技术使得RO设备成为实验室超纯水制备的关键环节,广泛应用于分子生物学、制药、环境检测等领域。浙江净水反渗透设备销售公司系统停机超过48小时需用保护液浸泡膜元件,防止微生物滋生。

实验室反渗透设备的未来发展趋势,随着实验室自动化与绿色化需求增长,反渗透设备正朝着高效节能、智能化方向发展。新型低能耗RO膜(如石墨烯膜)可提升水回收率至80%以上,减少废水排放;物联网(IoT)技术则使设备能够预测性维护,如通过AI分析水质数据自动提示滤芯更换。此外,模块化设计让小型实验室也能灵活配置RO系统,而无需占用过多空间。在可持续发展趋势下,浓水(RO废水)的回收利用也成为研究热点,例如用于清洁或冷却系统。未来,随着医学和纳米材料研究的深入,实验室对超纯水的需求将持续增长,反渗透技术作为其重要制备手段,将在科研领域发挥更关键的作用。
反渗透(Reverse Osmosis, RO)是实验室纯水制备中的主要 技术之一,其原理基于半透膜的选择性渗透特性。在自然渗透过程中,水分子会从低浓度溶液向高浓度溶液自发迁移,而反渗透则通过施加外部压力(通常为10-70 bar)逆转这一过程,迫使水分子从高浓度溶液(如原水)穿过膜进入低浓度侧,从而截留溶解盐、有机物、微生物等杂质。反渗透膜的孔径约为0.1纳米,可有效去除90%-99%的离子和95%以上的有机物,产水电阻率可达1-18 MΩ·cm。现代RO系统通常采用螺旋卷式膜组件,兼具高过滤效率和紧凑结构,同时通过优化流道设计减少浓差极化现象,延长膜寿命。此外,部分高级 设备集成纳米级预处理技术(如超滤或活性炭吸附),进一步降低膜污染风险,适用于对水质要求严格的生化分析、色谱检测等领域。工业用反渗透设备可处理海水淡化,出水符合国家饮用水卫生标准。
工厂反渗透设备是工业水处理系统的主要 装置,其工作原理基于选择性分离膜技术。系统通过高压泵对原水施加20-80bar的工作压力,迫使水分子逆自然渗透方向穿过0.1-1纳米孔径的复合膜,有效截留溶解盐、重金属、有机物等杂质。现代工业RO系统通常采用多级处理工艺:预处理单元包含砂滤、碳滤和精密过滤器,用于去除悬浮物和余氯;主要 RO膜组采用螺旋卷式结构,单支膜元件表面积可达37平方米;后处理环节则根据需求配置pH调节或紫外线杀菌装置。为适应不同工业场景,设备会集成特殊的抗污染设计,如湍流促进器可减少膜表面沉积,变频控制系统能根据水质自动调节操作压力。在电子、制药等对水质要求严格的行业,系统会采用双级RO+EDI的复合工艺,使产水电阻率达到15-18MΩ·cm,完全满足GMP和电子级超纯水标准。设备管道采用快装卡箍连接,便于拆卸维护和消毒处理。浙江净水反渗透设备销售公司
膜元件采用螺旋卷式结构,有效过滤面积大且耐高压性能优异。锂电池厂反渗透设备销售公司
现代家用反渗透设备已实现技术突破。RO膜元件方面,新一代低废水比膜将传统1:3的废水比优化至1:1甚至2:1,节水性能提升300%;复合滤芯技术将PP棉、活性炭、阻垢层集成化,使滤芯更换周期延长至18-24个月。智能化成为标配,主流机型均配备APP远程监控,可实时显示TDS值、滤芯寿命和用水量,部分产品还具备水质异常报警功能。在产品设计上,无桶式机型占比已达65%,解决了传统压力桶二次污染问题;即热一体机型通过纳米厚膜加热技术实现1秒速热,温度精细控制在±1℃。值得关注的是,健康化创新成为新趋势:矿物质平衡技术可保留钙镁等有益元素,pH调节功能可产出弱碱性水,UV-LED杀菌模块确保出水菌落数为0。这些技术进步使得现代家用RO设备的综合性能远超早期产品,日均制水量可达300-500L,完全满足5-8口之家的用水需求。锂电池厂反渗透设备销售公司
- 河南工厂反渗透设备多少钱 2025-10-23
- 新疆工业反渗透设备厂家 2025-10-23
- 新疆无尘车间反渗透设备工厂 2025-10-22
- 浙江反渗透设备销售公司 2025-10-22
- 浙江实验室反渗透设备 2025-10-21
- 安徽超纯水反渗透设备供应商家 2025-10-21
- 湖南单级反渗透设备供应商家 2025-10-20
- 湖南工业反渗透设备销售公司 2025-10-20
- 广东水处理反渗透设备工厂 2025-10-20
- 湖北工厂反渗透设备 2025-10-20
- 浙江超纯水反渗透设备哪里买 2025-10-20
- 安徽工业反渗透设备工厂 2025-10-20


