安路来特高浓度电解液助力CIP清洗的优势剖析在CIP清洗领域,安路来特电解水设备的高浓度电解液表现明显,优势明显。其强大的去污与消毒能力首当其冲。高浓度的阳极电解液次氯酸可高达6000ppm,在面对食品加工设备上的顽固油脂、蛋白质污渍以及微生物菌群时,能迅速渗透、氧化分解污垢,高效杀灭细菌、病毒和其他菌,极大缩短清洗时间,提升生产效率。例如在肉类加工车间,设备表面易沾染大量油污与微生物,高浓度电解液可快速清洁并彻底消毒,保障生产卫生安全。设备兼容性与保护方面,该电解液采用低盐/氯化物技术,虽浓度高但有效控制了盐和氯化物含量,极大降低设备腐蚀风险。相较于传统高腐蚀性化学清洗剂,能延长设备使用寿命,减少设备维修与更换成本,为企业长期稳定生产提供保障,如乳制品加工生产线长期使用后设备仍能保持良好运行状态。从环保与操作便捷性来看,废物产生量极低,小于设备容量0.5%,减少了对环境的负担,符合绿色生产理念。同时,操作界面简单易用,可精确控制电解液浓度和pH值等参数,确保每次清洗效果稳定。且配备远程监控功能,操作人员能实时监测设备运行,及时调整参数,实现智能化清洗管理,让CIP清洗过程高效、可靠、无忧。华润集团的雪花啤酒厂基地和几个分厂采用了次氯酸水(电解水)进行消毒。韩国饮料CIP次氯酸原液
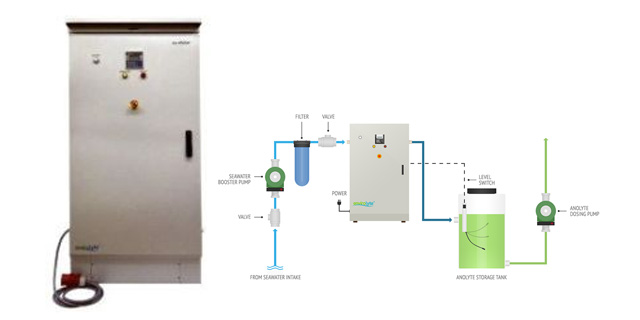
安路来特爱沙尼亚envirolyte电解水设备,CIP/HD系列阳极电解液/阴极电解液发生器专为满足多种清洗、脱脂及消毒应用设计,在食品加工、啤酒饮料等行业需求独特。它是标准EnvirolyteCIP发生器的升级,适用于食品加工、酒店等市场,具备易安装、操作与维护的特点,是关注安全和成本的理想方案。该发生器技术先进,特点如下:维护少;采用先进反应器单元技术,延长寿命、提升性能;降低总拥有成本;按需供应;环保高效;阳极电解液FAC浓度500-3000ppm,pH在~5-7.5可调,MAX达6000ppm,阴极电解液氢氧化钠浓度1000-3000ppm,pH>12;采用分离式反应器电池技术;构造不太复杂,废物产生量极低;依客户需求设置,生产简便;组件,符合欧洲标准;采用低盐/氯化物技术防腐蚀;操作界面易用,保障参数稳定、产品质量一致;配备远程监控。CIP与CIP/HD发生器都有两个生产平台,可单独或同时生成流体。区别在于,CIP发生器按精确预设的HCLO/NaOH参数生产,以确保CIP操作高效并防腐蚀,使用多限于CIP操作;CIP/HD发生器参数可变,流体更强,能应对更困难的洗涤和消毒场景。如需了解详情或申请,需指定阳极电解液HCLO、阴极电解液NaOH的ppm浓度及LPH输出。韩国食品饮料行业CIP次氯酸CIP清洗系统目前被用于啤酒、饮料、果汁、乳制品、药液、矿泉水、酒、化妆品类生产企业中。

安路来特,CIP方法有助于饮料厂实现可持续发展目标,保护产品和人类生命,并通过提供以下好处来提高盈利能力:1.减少CIP上的时间损失,提高稼动率;2的净化微生物;去除生物膜,消除味道和残留物3.减少或完全不用昂贵和有害的化学品;4.无毒,无刺激,无残留,提高工人的安全性5.减少或省去高温及水冲洗,从而明显节约能源和水;与传统化学品相比,安路来特,电解液在中性pH值下生产和应用的,既不太酸性也不太碱性,这使得它在与人类接触和作为环境排放物时完全安全。无需任何安全或防护装备。
安路来特次氯酸发生器在CIP(原位清洗)系统中发挥着关键作用,为食品、饮料、制药等行业设备的清洗与消毒提供了高效解决方案。在食品饮料行业,生产设备如管道、储罐、灌装机等,在生产过程中易残留各类有机物与微生物。安路来特次氯酸发生器以盐和水为原料产生次氯酸溶液,该溶液具有广谱杀菌特性,能迅速杀灭大肠杆菌、金黄色葡萄球菌等常见有害菌,有效保障设备卫生,防止微生物污染食品饮料,确保产品质量安全。同时,它可除去CIP管路中顽固的生物膜,避免生物膜对产品的污染,提升清洗效果。制药行业对设备清洁度要求极高。安路来特次氯酸发生器产生的次氯酸溶液杀菌后降解为盐和水,无残留,不会对药品生产环境造成二次污染。其pH值在5.0-8.5之间可调节,能针对不同材质的制药设备,调整到清洗消毒状态,既保证消毒效果,又避免对设备产生腐蚀。安路来特次氯酸发生器操作简便,自动化程度高,全自动化运行,无需人员值守,且稳定性强,通过先进技术确保生产的次氯酸溶液浓度、pH值稳定。主要部件电解槽寿命长,达30000小时,降低了设备更换成本。此外,该发生器环保性强,使用后无需特殊废水处理,符合环保要求,减少企业环保压力。CIP清洗系统,被多用于饮料、乳品、果汁、果浆、果酱、酒类等机械化程度较高的食品饮料生产企业中。

爱沙尼亚envirolyte安路来特次氯酸消杀技术设备在CIP清洗方面的优势:安全-无氯气泄露危险和氯气瓶运输相关的风险;-无需混合或稀释危险化学品;-环保解决方案;高效-消除病原微生物的生物膜、使病原微生物(包括军团菌)失活,无菌残存;-比传统氯化法,消杀更持久且用量低;-用量恰到好处,减少腐蚀;-明显减少三卤甲烷和其他DBP(邻苯二甲酸丁酯);节省成本-安路来特次氯酸发生器是全自动设备,几乎不需要人为监看;-不需要运输,处置或储存氯气或次氯酸盐;-就近、现场安装使用;次氯酸在使用后会自然降解,不会对器械、皮肤黏膜或生态环境造成伤害。德国牛奶CIP
次氯酸在CIP清洗中的应用具有明显的优势。首先,次氯酸的消毒效果非常好,能够杀灭多种病原微生物。韩国饮料CIP次氯酸原液
安路来特电解水设备能单独生成次氯酸与氢氧化钠,这一特性为CIP清洗带来诸多明显优点。1.功能互补,提升清洁效能次氯酸具有强氧化性,杀菌能力良好,能迅速杀灭CIP系统内各类细菌、病毒、芽孢等微生物,保障设备卫生。而氢氧化钠是出色的清洁剂,对有机污垢溶解力强,可有效去除油脂、蛋白质等污渍。二者协同工作,先由氢氧化钠清洁污垢,再由次氯酸消毒杀菌,实现深度清洁,提升CIP清洗效果。2.原料简单,确保安全环保该设备只以盐和水为原料,就能制取次氯酸与氢氧化钠。这避免了传统化学清洗剂中危险化学品的使用,降低运输、储存风险。次氯酸与氢氧化钠使用后,自然降解为盐和水,无有害残留,对环境无污染,符合环保要求,同时保障操作人员安全。3.精确控制,满足多样需求可根据不同CIP清洗场景,精确控制次氯酸与氢氧化钠的生成参数,如浓度、pH值等。对于不同材质设备与不同程度污垢,能灵活调整,在确保清洗效果的同时,防止对设备造成腐蚀,延长设备使用寿命,满足食品、饮料、制药等多行业多样的CIP清洗需求。4.操作简便,降低综合成本设备自动化程度高,单独生成次氯酸与氢氧化钠过程无需复杂人工干预,操作简便。且只消耗盐和水,成本低。韩国饮料CIP次氯酸原液
安路来特电解水设备高浓度电解液在CIP清洗方面的成功案例:大型啤酒酿造企业某大型啤酒酿造企业,拥有多...
【详情】CIP清洗消毒解决方案的革新者安路来特,爱沙尼亚envirolyte扎根电解水行业,历经50余载,始...
【详情】安路来特便专注于电解水行业,凭借超50年的深厚积累,成为CIP清洗消毒领域的革新者。传统CIP清洗消...
【详情】安路来特电解水设备能同时生成次氯酸与氢氧化钠,为CIP清洗带来诸多明显好处。1.协同清洁,效果明显氢...
【详情】安路来特,是根据爱沙尼亚共和国法律注册成立的,前苏联时期开始,50多年来一直专注于电解水行业,CIP...
【详情】安路来特电解水设备的低盐低氯化技术展现出独特而明显的优势。1.保护设备,延长使用寿命传统CIP清洗中...
【详情】安路来特高浓度电解液助力CIP清洗的优势剖析在CIP清洗领域,安路来特电解水设备的高浓度电解液表现明...
【详情】燕京啤酒有限责任公司使用安路来特电解水设备制取次氯酸水,消毒酿造罐及管道。安路来特电解水设备,有50...
【详情】安路来特:CIP清洗的创新之选。爱沙尼亚envirolyte中文安路来特自前苏联时期起,专注电解水行...
【详情】安路来特次氯酸发生器:CIP清洗的有力助手在食品、饮料、制药等行业的CIP清洗流程中,安路来特次氯酸...
【详情】CIP清洗消毒解决方案的革新者安路来特,爱沙尼亚envirolyte扎根电解水行业,历经50余载,始...
【详情】爱沙尼亚envirolyte安路来特,自前苏联时期便在电解水行业深耕,凭借超50年的深厚经验与技术沉...
【详情】