非晶硅太阳能电池非晶硅太阳电池是1976年出现的新型薄膜式太阳电池,它与单晶硅和多晶硅太阳电池的制作方法完全不同,工艺过程**简化,硅材料消耗很少,电耗更低,它的主要优点是在弱光条件也能发电。但非晶硅太阳电池存在的主要问题是光电转换效率偏低,国际先进水平为10%左右,且不够稳定,随着时间的延长,其转...
太阳能光伏组件基本参数
- 品牌
- 鑫达源
- 型号
- 齐全
太阳能光伏组件企业商机
铝合金边框的主要作用是保护玻璃,便于安装和运输,增加了晶体硅太阳电池组件的密封性和整体的机械强度。组件用金属边框为铝合金材料,为达到光伏组件要求的机械强度及其他要求,参照GB/T3190—1996《变形铝及铝合金化学成分》,要求采用6063 T5以上的铝合金材料。太阳电池组件要保证长达25年的使用寿命,铝合金表面必须经过处理,也即阳极氧化,表面氧化层厚度须大于20μm,用于太阳电池组件的边框应无变型,表面无划伤。接线盒晶体桂太阳电池组件的正,负极从背板引出后需要一个专门的电气连接盒来实现与外电路的连接。鑫达源新能源生产的太阳能光伏组件,工艺优化,提升竞争力。北京新款太阳能光伏组件

电池片电池片是太阳能电池组件的**部分,由多个太阳能电池单元(也称为电池片)串联而成。每个太阳能电池单元都是一个**的发电单元,它们通过串联和并联的方式组合在一起,形成具有一定电压和电流的太阳能电池组件。电池片是组件****的元件,主要用于将光能转化为电能。电池片经过串联、并联,达到一定的额定输出功率和电压后,即形成光伏组件。光伏组件经过组合形成光伏方阵,与控制器、蓄电池组、逆变器等部件连接组成光伏发电系统。太阳能电池按原材料分为单晶硅、多晶硅、非晶硅太阳能电池。晶硅电池技术是以硅片为衬底的,依据PN结进行光生载流子分离发电的。根据原材料和电池制备技术的差异,晶硅电池分为P型电池和N型电池。惠山区稀有太阳能光伏组件鑫达源生产的太阳能光伏组件,工艺合理,性价比高。

光伏组件(也叫太阳能电池板),是光伏发电系统的**部分之一。由于单体太阳能电池本身易破碎,易被腐蚀,若直接暴露在大气环境中,光电转化效率会由于潮湿、灰尘、酸雨等影响而下降,以致损坏失效。为确保光伏电池达到相应输出功率、延长光伏电池使用寿命,一般会使用光伏玻璃、EVA胶膜、背板、边框、接线盒、互联条、汇流条等部件将光伏电池片制备成光伏组件。光伏组件是指具有封装及内部连接的、能单独提供直流电、不可分割的**小光伏电池装组合装置。
用于晶体硅太阳电池囊封的材料是EVA,它是乙烯与醋酸乙烯脂的共聚物,EVA是一种热固性的热熔胶,常温下无黏性,以便操作,经过一定条件热压便发生熔融粘接与交联固化,变的完全透明。长期的实践证明:和其他材料相比,EVA在太阳电池封装与户外使用中均获得了相当满意的效果。EVA厚度在0.4~0.6mm之间,要求表面平整,厚度均匀,内含交联剂,能在150℃固化温度下交联,采用挤压成型工艺形成稳定胶层。EVA主要有两种:快速固化和常规固化。EVA具有优良的柔韧性,耐冲击性,弹性,光学透明性,黏着性,耐环境应力开裂性,耐侯性,耐化学药品,热密封性。江苏鑫达源科技的光伏组件,工艺改进,提高发电效率。
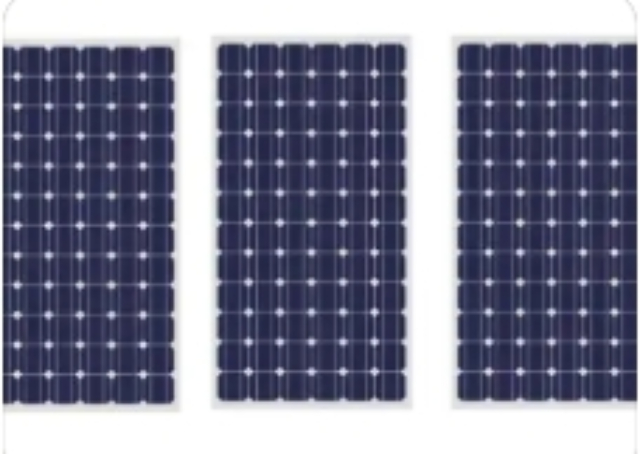
由于单片太阳电池输出电压较低,加之未封装的电池由于环境的影响电极容易脱落,因此必须将一定数量的单片电池采用串、并联的方式密封成太阳电池组件,以避免电池电极和互连线受到腐蚀,另外封装也避免了电池碎裂,方便了户外安装,封装质量的好坏决定了太阳电池组件的使用寿命及可靠性。太阳电池组件是由高效晶体硅太阳能电池片、超白布纹钢化玻璃、EVA、透明TPT背板以及铝合金边框组成。具有使用寿命长,机械抗压外力强等特点。组件的伏安特性曲线如图1所示。太阳能电池组件的输出功率等于输出电压乘以工作电流。大部分I-U曲线是在标准测试条件(STC)下测得的。这条I-U曲线包括三个重要的点:最大功率点(UMP×IMP),开路电压点(UOC)和短路电流点(Isc)。鑫达源生产的太阳能光伏组件,工艺严格,确保质量稳定。拱墅区太阳能光伏组件设计
鑫达源科技的太阳能光伏组件,工艺精良,助力能源转型。北京新款太阳能光伏组件
单体太阳电池不能直接做电源使用。作电源必须将若干单体电池串、并联连接和严密封装成组件。光伏组件(也叫太阳能电池板)是太阳能发电系统中的**部分,也是太阳能发电系统中**重要的部分。其作用是将太阳能转化为电能,或送往蓄电池中存储起来,或推动负组成结构:光伏组件(俗称太阳能电池板)由太阳能电池片(整片的两种规格125*125mm、156*156mm、124*124mm等)或由激光机切割开的不同规格的太阳能电池组合在一起构成。由于单片太阳能电池片的电流和电压都很小,然后我们把他们先串联获得高电压,再并联获得高电流后,通过一个二极管(防止电流回输)然后输出。并且把他们封装在一个不锈钢金属体壳上,安装好上面的玻璃、充入氮气、密封。整体称为组件,也就是光伏组件或说是太阳电池组件。载工作。北京新款太阳能光伏组件
江苏鑫达源新能源科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的能源中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同江苏鑫达源新能源科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
与太阳能光伏组件相关的文章
徐汇区太阳能光伏组件有哪些
- 介绍太阳能光伏组件以客为尊 2025-11-16
- 浦东新区太阳能光伏组件类型 2025-11-16
- 江阴太阳能光伏组件共同合作 2025-11-16
- 杨浦区比较好的太阳能光伏组件 2025-11-16
- 福建太阳能光伏组件服务电话 2025-11-16
- 惠山区太阳能光伏组件设计 2025-11-16
- 上海太阳能光伏组件 2025-11-16
- 宝山区哪些太阳能光伏组件 2025-11-15
- 西湖区再生太阳能光伏组件 2025-11-15
- 浦东新区建设项目太阳能光伏组件 2025-11-15
- 宝山区太阳能光伏组件设备 2025-11-15
- 福建稀有太阳能光伏组件 2025-11-15
与太阳能光伏组件相关的产品

与太阳能光伏组件相关的新闻
-
惠山区珍惜太阳能光伏组件 2025-11-14 01:06:34多晶硅太阳能组件多晶硅太阳电池的制作工艺与单晶硅太阳电池差不多,但是多晶硅太阳能电池的光电转换效率则要降低不少,其光电转换效率约12%左右(2004年7月1日日本夏普上市效率为14.8%的世界**高效率多晶硅太阳能电池)。从制作成本上来讲,比单晶硅太阳能电池要便宜一些,材料制造简便,节约电耗,总的生...
-
江苏进口太阳能光伏组件 2025-11-14 10:06:07蓄电池是光伏发电系统中负责储存电能的系统。通常来说有铅酸免维护蓄电池、普通铅酸蓄电池、胶体蓄电池和碱性镍镉蓄电池这四大类。其中,使用频率较高的是铅酸免维护蓄电池和胶体蓄电池这两类。其工作原理即是将白天的太阳能收集起来,产生直流电压,再将收集到的太阳能转变为电能,在通过控制器输送到蓄电池中进行储存。太...
-
新吴区国产太阳能光伏组件 2025-11-14 17:06:45玻璃:超白布纹钢化玻璃,厚度3.2mm,在太阳电池光谱响应的波长范围内(320-1100nm)透光率达91%以上,耐紫外光线的辐射,透光率不下降。钢化玻璃作成的组件可以承受直径25毫米的冰球以23米/秒的速度撞击。. EVA:厚度为 0. 5mm的质量EVA膜层作为太阳电池的密封剂和与玻璃、TPT之...
-
奉贤区太阳能光伏组件有哪些 2025-11-14 07:06:33由于单体太阳电池本身易破碎,易被腐蚀,若直接暴露在大气中,光电转化效率会由于潮湿、灰尘、酸雨等的影响而下降,以致损坏失效。因此,太阳电池一般都必须通过胶封、层压等方式封装成平板式构造再投入使用。太阳电池组件要求:①有一定的标称工作电流输出功率。②工作寿命长,要求组件能正常工作20~30年,因此要求组...
与太阳能光伏组件相关的问题
新闻资讯
产品推荐
-
虹口区储能系统要求
2025-11-16 -

高淳区风能设备要求
2025-11-16 -
安徽储能系统设计
2025-11-16 -
虹口区再生储能系统
2025-11-16 -

金山区风能设备牌子
2025-11-16 -

福建太阳能光伏组件服务电话
2025-11-16 -

惠山区太阳能光伏组件设计
2025-11-16 -

溧水区新款风能设备
2025-11-16 -
上海太阳能光伏组件
2025-11-16