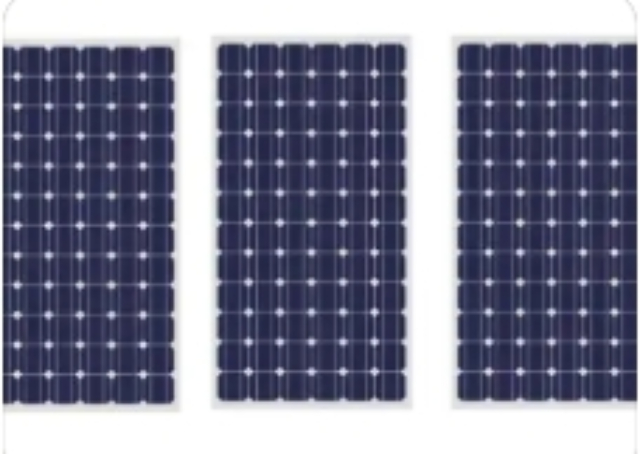
电池片电池片是太阳能电池组件的**部分,由多个太阳能电池单元(也称为电池片)串联而成。每个太阳能电池单元都是一个**的发电单元,它们通过串联和并联的方式组合在一起,形成具有一定电压和电流的太阳能电池组件。电池片是组件****的元件,主要用于将光能转化为电能。电池片经过串联、并联,达到一定的额定输出功...
太阳能光伏组件基本参数
- 品牌
- 鑫达源
- 型号
- 齐全
太阳能光伏组件企业商机
玻璃盖板也称作光伏玻璃是一种钠钙硅盐酸玻璃,主要用于光伏组件的封装。光伏玻璃会直接影响光伏组件的发电效率和使用年限。光伏玻璃一般为低铁钢化玻璃或者半钢化玻璃,具有以下特性。一是通透性好。透光率是影响光伏电池转换效率的关键因素。光伏玻璃需具有高透光性和对1200nm红外光的较高反射率。二是机械强度高。耐冲击,可承受2400Pa风压和5400Pa雪压,起到支撑和保护作用。三是耐久性好。受气候和地理位置影响,组件需在露天、昼夜温差大的环境中作业,需具备耐腐蚀、耐候性特质。江苏鑫达源科技的光伏组件,工艺改进,提高发电效率。山东太阳能光伏组件要求

为了保证25年的使用寿命,接线盒应由工程塑料注塑制成,并加有防老化和抗紫外线辐射剂,能确保组件在室外长期使用不出现老化破裂现象。接线柱应由外镀镍层的电解铜制成,能确保电气导通及电气连接的可靠。接线盒应用硅橡胶粘接在TPT表面。对用于太阳电池组件接线盒的要求是:外壳具有很好的抗老化、耐紫外线能力,满足室外恶劣环境条件下的使用要求,晶体硅太阳电池组件用接线盒IP等。覆盖在太阳能电池正面,构成组件的**外层,既要透光、坚固、耐风霜雨雪,并且要经受沙砾、冰雹的冲击。上盖板的材料有钢化玻璃、聚丙烯树脂、氟化乙丙烯、聚碳脂等。目前,低铁白钢化玻璃是**为普通的1:盖板材料,将这种玻璃表面加工成微金字塔结构(直观上略呈绒面),可在一定程度上增加散射光的吸收。嘉定区进口太阳能光伏组件江苏鑫达源的光伏组件,工艺完善,为太阳能产业增光。

制作流程:组件制作流程经电池片分选-单焊接-串焊接-拼接(就是将串焊好的电池片定位,拼接在一起)-中间测试(中间测试分:红外线测试和外观检查)-层压-削边-层后外观-层后红外-装框(一般为铝边框)-装接线盒-清洗-测试(此环节也分红外线测试和外观检查.判定该组件的等级)-包装.3.组件的生产工艺流程第一步单片焊接:将电池片焊接互联条(涂锡铜带),为电池片的串联做准备.第二步串联焊接:将电池片按照一定数量进行串联。第三步叠层:将电池串继续进行电路连接,同时用玻璃、EVA胶膜、TPT背板将电池片保护起来。第四步层压:将电池片和玻璃、EVA胶膜、TPT背板在一定的温度、压力和真空条件下粘结融合在一起。第五步装框:用铝边框保护玻璃,同时便于安装。第六步清洗:保证组件外观。
铝合金边框的主要作用是保护玻璃,便于安装和运输,增加了晶体硅太阳电池组件的密封性和整体的机械强度。组件用金属边框为铝合金材料,为达到光伏组件要求的机械强度及其他要求,参照GB/T3190—1996《变形铝及铝合金化学成分》,要求采用6063 T5以上的铝合金材料。太阳电池组件要保证长达25年的使用寿命,铝合金表面必须经过处理,也即阳极氧化,表面氧化层厚度须大于20μm,用于太阳电池组件的边框应无变型,表面无划伤。接线盒晶体桂太阳电池组件的正,负极从背板引出后需要一个专门的电气连接盒来实现与外电路的连接。苏鑫达源的光伏组件,工艺提升,增强产品优势。

将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;***冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。(6)修边层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。(7)装框类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各边框间用角键连接。鑫达源生产的太阳能光伏组件,工艺先进,促进能源发展。山东太阳能光伏组件要求
江苏鑫达源新能源的光伏组件,工艺科学,实现高效转换。山东太阳能光伏组件要求
用作晶体硅太阳能光伏组件封装材料的钢化玻璃,通常要求抗机械冲击强度要好,弯曲度小,外观无划伤。太阳电池玻璃弓形弯曲度不应超过0.2%;波形弯曲度任意300mm范围不应超过0.3mm。为了防止钢化玻璃在封装前后碎裂,通常要求钢化玻璃每米边上有长度不超过10mm,自玻璃边部向玻璃板表面延伸深度不超过2mm,自板面向玻璃另一面延伸不超过玻璃厚度三分之一的爆边。钢化玻璃内部不允许有长度小于1mm的集中的气泡。对于长度大于1mm,但是不大于6mm的气泡每平方米不得超过6个,不允许有结石,裂纹,缺角的情况发生,在50mm×50mm的区域内碎片数必须超过40个,且允许有少量长条形碎片,其长度不超过100mm。不合格的钢化容易导致组件在使用中碎裂。山东太阳能光伏组件要求
江苏鑫达源新能源科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的能源行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**江苏鑫达源新能源科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
与太阳能光伏组件相关的文章

西湖区再生太阳能光伏组件
- 浦东新区建设项目太阳能光伏组件 2025-11-15
- 宝山区太阳能光伏组件设备 2025-11-15
- 福建稀有太阳能光伏组件 2025-11-15
- 徐汇区太阳能光伏组件售后服务 2025-11-15
- 青浦区太阳能光伏组件服务电话 2025-11-14
- 再生太阳能光伏组件 2025-11-14
- 安徽太阳能光伏组件有哪些 2025-11-14
- 惠山区珍惜太阳能光伏组件 2025-11-14
- 江苏进口太阳能光伏组件 2025-11-14
- 新吴区国产太阳能光伏组件 2025-11-14
- 奉贤区太阳能光伏组件有哪些 2025-11-14
- 普陀区太阳能光伏组件售后服务 2025-11-14
与太阳能光伏组件相关的产品

与太阳能光伏组件相关的新闻
-
上城区太阳能光伏组件要求 2025-11-13 13:06:45光伏组件,也被称为太阳能电池板或光伏板,是太阳能光伏发电系统中的**部分。它的主要作用是将太阳的光能转化为直流电能,供人们使用。随着全球对可再生能源的日益关注,光伏组件的应用越来越***,不仅在家庭、工业、商业等领域得到广泛应用,还在航天、***等领域发挥着重要作用。光伏组件的基本结构主要由硅片、玻...
-
山东新款太阳能光伏组件 2025-11-13 00:17:11非晶硅太阳能电池非晶硅太阳电池是1976年出现的新型薄膜式太阳电池,它与单晶硅和多晶硅太阳电池的制作方法完全不同,工艺过程**简化,硅材料消耗很少,电耗更低,它的主要优点是在弱光条件也能发电。但非晶硅太阳电池存在的主要问题是光电转换效率偏低,国际先进水平为10%左右,且不够稳定,随着时间的延长,其转...
-
虹口区太阳能光伏组件型号 2025-11-12 01:07:41第七步电性能测试:测试组件的绝缘性能和发电功率***包装入库。4.组件制造特点(1)作为光伏行业的终端产品,与市场结合紧密,产品将直接面向客户,要求有很强的市场应变机制;(2)应用原材料品种繁多,选用不同材料将会直接影响到组件的相关性能;(3)产品更新换代较快,对产品的设计开发能力要求较高太阳能电池...
-
山东珍惜太阳能光伏组件 2025-11-12 00:17:20多晶硅太阳能组件多晶硅太阳电池的制作工艺与单晶硅太阳电池差不多,但是多晶硅太阳能电池的光电转换效率则要降低不少,其光电转换效率约12%左右(2004年7月1日日本夏普上市效率为14.8%的世界**高效率多晶硅太阳能电池)。从制作成本上来讲,比单晶硅太阳能电池要便宜一些,材料制造简便,节约电耗,总的生...
与太阳能光伏组件相关的问题
新闻资讯
产品推荐
-

河北再生风能设备
2025-11-15 -

梁溪区珍惜风能设备
2025-11-15 -
福建再生储能系统
2025-11-15 -
江苏储能系统功能
2025-11-14 -
崇明区储能系统设备
2025-11-14 -
青浦区太阳能光伏组件服务电话
2025-11-14 -
六合区新款风能设备
2025-11-14 -
再生太阳能光伏组件
2025-11-14 -
安徽太阳能光伏组件有哪些
2025-11-14