- 品牌
- 中博
- 型号
- 齐全
衬里的热熔工艺会影响衬里与钢管的结合强度和密封性能。良好的热熔工艺能够确保衬里与钢管紧密结合,无气泡、无缝隙,从而提高管道的耐腐蚀性能和使用寿命。钢管的焊接工艺会影响钢管的质量和强度。焊接质量差的钢管容易出现焊缝裂纹、气孔等缺陷,降低管道的承载能力和安全性。因此,需要选择具有先进焊接工艺和严格质量检测的生产厂家。检查管材的色泽是否一致,内外表面是否光滑、平整,无凹陷、气泡和其他影响性能的表面缺陷。表面质量差的管材可能存在内部缺陷,影响管道的使用性能。钢衬四氟管,高温高压,无惧腐蚀——淄博中博环保机械。宁夏耐高温钢衬四氟管道价格

除化学腐蚀介质外,物理磨损也是导致钢衬四氟管道失效的重要原因。高流速(>3m/s)含硬质颗粒(如石英砂、碳化硅、金属碎屑)的介质,会对 PTFE 衬里产生持续的冲刷磨损,导致衬里厚度快速减薄,属于 “物理性禁忌介质”—— 即流速或颗粒含量超过特定阈值时,不能使用钢衬四氟管道。PTFE衬里的硬度较低(常温下洛氏硬度约50D),远低于常见硬质颗粒的硬度(如石英砂硬度7H、碳化硅硬度9.5H),在高流速介质中,硬质颗粒会对衬里产生两种磨损作用:冲刷磨损:介质流速超过3m/s时,硬质颗粒会以较高的速度冲击衬里表面,形成“微凹坑”。安徽耐负压钢衬塑管道耐腐蚀、耐高温、耐高压,钢衬四氟管是您的理想选择——淄博中博环保机械。

螺栓紧固系统,螺栓材质:304L/316L不锈钢满足常规工况,双相钢(S31803)用于高温氯离子环境;预紧力控制:采用扭矩扳手施加设计预紧力的70%-80%,剩余20%通过弹性变形补偿;紧固顺序:按对角线分2-3次紧固,每次紧固角度偏差≤5°;防松措施:采用双螺母结构或液压拉伸器,确保螺栓预紧力衰减≤10%。焊接工艺选择,氩弧焊(TIG):适用于内衬PTFE层厚度≤3mm的管道,保护气体流量8-12L/min;等离子弧焊(PAW):采用微束等离子技术,热输入量较TIG降低40%,适用于DN≤50mm的细管;激光焊:聚焦光斑直径0.2-0.6mm,焊接速度可达2m/min,变形量≤0.1mm/m。
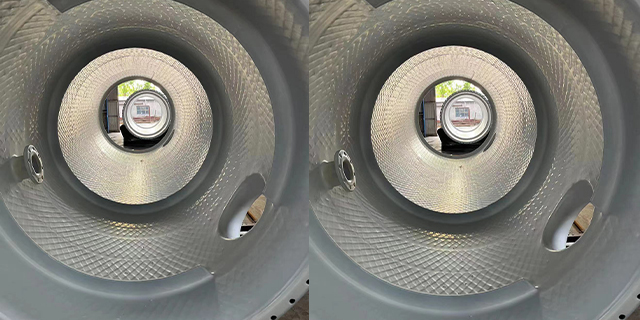
衬里存在接缝隐患:PTFE板材的宽度通常为1.2m~2.0m,对于长度超过2m或直径大于1m的钢管,需多块板材拼接,接缝处采用热风焊接(焊接温度380℃~400℃)。但手工焊接的接缝强度只为PTFE本体强度的70%~80%,且易因焊接温度不均、压力不足导致焊缝出现微小孔隙,高压下介质易从孔隙渗透,加速衬里剥离;衬里抗变形能力弱:松衬工艺的PTFE衬里厚度通常为2mm~3mm,且板材在粘贴过程中易出现局部褶皱,衬里与钢管内壁的贴合度不足(局部存在0.1mm~0.5mm的间隙)。高压下,衬里会向间隙处膨胀变形,形成“鼓包”,鼓包处衬里厚度减薄,长期运行易出现开裂。耐腐蚀、耐高温、耐高压,钢衬四氟管道,您的理想选择——淄博中博环保机械。

衬里开裂与钢管腐蚀:随着衬里结晶度下降、力学性能衰减,在管道振动或温度波动时,衬里会出现纵向开裂。开裂后的衬里无法再保护钢管,有机酸会快速腐蚀钢管内壁,导致钢管壁厚均匀减薄,当壁厚减薄量超过初始厚度的30%时,管道易在压力作用下发生;聚合产物堵塞与设备过载:马来酸酐等介质的聚合产物会逐渐堆积在管道内壁与后续设备(如换热器管束),导致管道流通面积减小,输送泵需增大功率才能维持流量,长期运行会导致泵电机过载烧毁,换热器换热效率下降,影响整个生产工艺。钢衬塑管道,耐腐蚀、防泄漏、经久耐用、省心省力——淄博中博环保机械。湖北矿用防腐管道定制
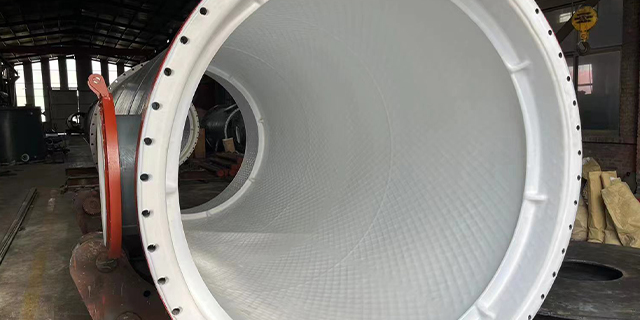
钢衬塑管道系统广泛应用于石油、化工等领域——淄博中博环保机械设备有限公司。宁夏耐高温钢衬四氟管道价格
这些凹坑会逐渐扩大,使衬里表面变得粗糙,进一步增加颗粒与衬里的摩擦系数,加速磨损;切削磨损:当介质中含有棱角分明的硬质颗粒(如金属碎屑、破碎的碳化硅颗粒)时,颗粒会像“刀具”一样切削衬里表面,形成深度1mm~3mm的“沟槽”。这些沟槽会破坏衬里的致密性,导致介质渗透至钢管内壁,引发钢管腐蚀。磨损速率与介质流速、颗粒浓度、颗粒硬度呈正相关:流速每增加1m/s,磨损速率约增加2倍;颗粒浓度每增加1%,磨损速率约增加1.5倍;颗粒硬度每提高1H,磨损速率约增加1.2倍。例如,含1%石英砂(硬度7H)的介质,在流速4m/s时,PTFE衬里的磨损速率可达0.5mm/月,远高于正常工况下的0.01mm/月。宁夏耐高温钢衬四氟管道价格

对于DN100钢管,若D/t≤50(壁厚≥2mm),可承受0.05MPa的负压(真空度50kPa);若D/t≤30(壁厚≥3.3mm),可承受0.08MPa的负压(真空度80kPa)。因此,在负压工况中,钢管的壁厚设计需同时满足外压稳定与强度要求,这与正压工况下只需满足强度要求存在明显差异。为解决负压工况下的 “吸瘪” 与 “外压失稳” 问题,行业通过工艺改进与结构优化,开发出适用于负压工况的钢衬四氟管道,重点改进措施包括:整体模压烧结工艺通过以下改进,提升管道的负压耐受能力:增强结合强度:延长高温烧结时间(从常规4h延长至6h~8h),使PTFE树脂与钢管内壁形成更紧密的分子级结合,结合强度...
- 宁夏耐负压防腐管道 2026-04-24
- 天津耐负压钢衬塑管道 2026-04-24
- 湖南防腐钢衬四氟管道 2026-04-23
- 内蒙古电厂钢衬塑管 2026-04-23
- 海南防腐钢衬四氟管道厂家 2026-04-23
- 江西化工防腐管道定制 2026-04-22
- 河南石油防腐管道价格 2026-04-22
- 河南石油耐磨管道 2026-04-22
- 西藏非标钢衬四氟管道 2026-04-22
- 新疆石油耐磨管道 2026-04-22


- 江苏石油钢衬塑厂家 2026-04-20
- 河北电厂耐磨管道 2026-04-18
- 陕西耐负压防腐管道厂家 2026-04-17
- 浙江非标钢衬四氟管 2026-04-16
- 吉林钢衬塑管道 2026-04-14
- 云南矿用钢衬四氟管道 2026-04-14



- 浙江耐负压防腐设备价格 04-24
- 陕西电厂钢衬四氟设备 04-24
- 宁夏钢衬四氟厂家 04-24
- 江西耐负压防腐设备 04-24
- 宁夏耐负压防腐管道 04-24
- 浙江石油防腐设备公司 04-24
- 天津耐负压钢衬塑管道 04-24
- 湖南钢衬四氟设备厂家 04-24
- 上海矿用钢衬塑公司 04-24
- 安徽制药厂防腐设备 04-23