-
 山东12腔热流道模具定制「麦宏工贸供应」04.02
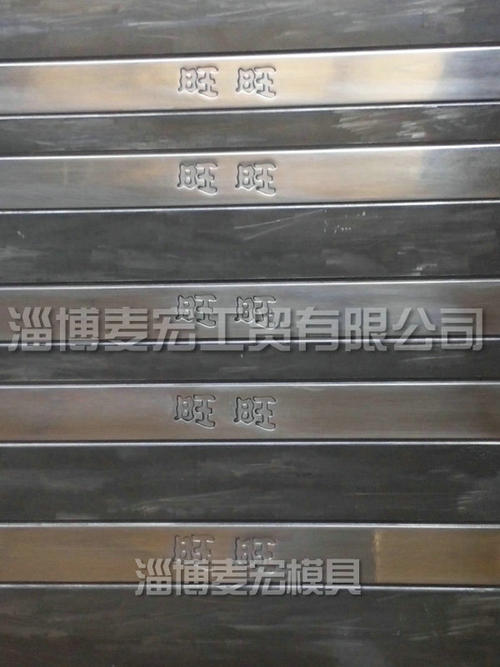
山东12腔热流道模具定制「麦宏工贸供应」04.02热流道奶箱提手模具按使流道内塑料保持熔融状态的方法分为绝热流道注射模和加热流道注塑模两种,即: 一、绝热流道 绝热流道注塑奶箱提手模具将主流道和分流道界面尺寸设计的很大,利用塑料与流道壁接触处...

-
 东莞西域春提手模具厂家「麦宏工贸供应」04.02
东莞西域春提手模具厂家「麦宏工贸供应」04.02我们都知道中国的工程机械现在是怎样的现状,虽然在装备制造业上有些企业已经取得了很大的成就,但是对于国内的大多数企业来说还是不够理想,这一点换做到技术改进上来说也是一样的,我们缺少**技术——这是毋庸置...
-
 东莞40腔提手模具生产厂家「麦宏工贸供应」04.02
东莞40腔提手模具生产厂家「麦宏工贸供应」04.02在注射过程中,塑料提手模具温度直接影响到塑件的质量和生产效率。由于各种塑料的性能和成型工艺要求不同,塑料提手模具温度也不同,冷却系统的设计就是保证塑件质量,减小塑件变形,缩短工艺时间。特别是在大型塑料...
-
青岛塑胶提手模具加工「麦宏工贸供应」04.01
我们都知道中国的工程机械现在是怎样的现状,虽然在装备制造业上有些企业已经取得了很大的成就,但是对于国内的大多数企业来说还是不够理想,这一点换做到技术改进上来说也是一样的,我们缺少**技术——这是毋庸置...
-
 淄博叠层注塑模具生产厂家「麦宏工贸供应」04.01
淄博叠层注塑模具生产厂家「麦宏工贸供应」04.01分流道 它是多槽模中连接主流道和各个型腔的通道。为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布。分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响。如果按相...
-
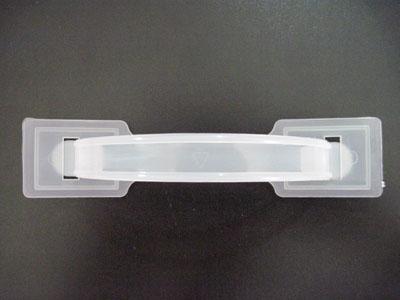
 广东娃哈哈塑料提手模具批发「麦宏工贸供应」04.01
广东娃哈哈塑料提手模具批发「麦宏工贸供应」04.01塑料提手模具温度对塑件质量的影响: 塑料提手模具温度过低,熔体流动性差,塑件轮廓不清晰,甚至充不满型腔或形成熔接痕,塑件表面无光泽,缺点多,力学性能降低。热固性塑料因固化程度不足,造成塑件的物理、化学...
-
 14腔提手模具供应商「麦宏工贸供应」04.01
14腔提手模具供应商「麦宏工贸供应」04.01很多新手客户拿到新的模具后在操作过程中避免会遇到一些难题。下面我们来讲一些新模的试模步骤及需要注意的事项。试模步骤及注意事项如下: 1)试模前,先检查模具是否组装完成及原料是否烘干. 2)上模时,应...
-
 淄博蒙牛注塑模具设计「麦宏工贸供应」04.01
淄博蒙牛注塑模具设计「麦宏工贸供应」04.01分流道 它是多槽模中连接主流道和各个型腔的通道。为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布。分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响。如果按相...
-
 广东30腔热流道模具定做「麦宏工贸供应」03.31
广东30腔热流道模具定做「麦宏工贸供应」03.31热流道模具优点:缩短周期 制件成型周期缩短,因没有浇道系统冷却时间的限制,制件成型固化后便可及时顶出。许多用热流道模具生产的薄壁零件成型周期可在5秒钟以下。 节省塑料 在纯热流道模具中因没有冷浇道,所...
-
30腔提手模具加工「麦宏工贸供应」03.31
很多新手客户拿到新的模具后在操作过程中避免会遇到一些难题。下面我们来讲一些新模的试模步骤及需要注意的事项。试模步骤及注意事项如下: 1)试模前,先检查模具是否组装完成及原料是否烘干. 2)上模时,应...
-
 东莞40腔热流道模具订做「麦宏工贸供应」03.31
东莞40腔热流道模具订做「麦宏工贸供应」03.31首先,根据塑件结构和使用要求,确定进料口位置。只要塑件结构允许,在定模镶块内喷嘴和喷嘴头不与成型结构干涉,热流道系统的进料口可放置在塑件的任何位置上。常规塑件注射成形的进料口位置通常根据经验选择。对于...
-
 注塑模具供应商「麦宏工贸供应」03.31
注塑模具供应商「麦宏工贸供应」03.31注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。为了减少繁重的模...