 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心
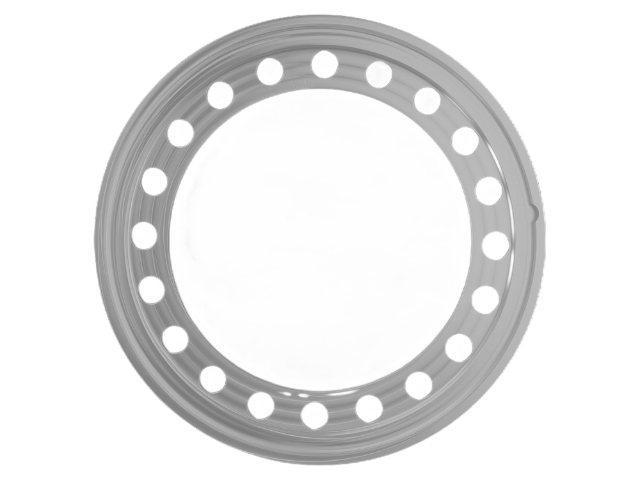
密封防护系统(4 个):机械密封静环(精密密封)、泵用密封环(间隙密封)、泵填料函(辅助密封)、泵用 O 型圈(柔性密封)—— 按 “精密 - 间隙 - 辅助 - 柔性” 的密封等级区分,应用场景无重叠;激光切割精度(内径 ±0.01mm,截面直径 ±0.005mm),无毛刺;异形 O 型圈需定制切...
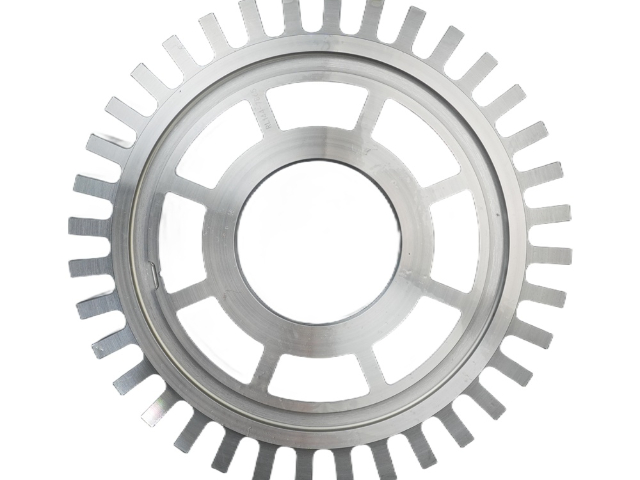
针对市域快轨(时速 120-160km/h,持续高负荷)的严苛需求,雷格乐为企业提供市域快轨强化配件加工服务,主词为高负荷工况下耐磨强化部件的精密加工。其轴承滚子采用 SUJ2 钢经超精研磨,圆度误差≤0.5μm,表面粗糙度 Ra≤0.01μm,配合加厚保持架(厚度从 2mm 增至 3mm),额定寿...
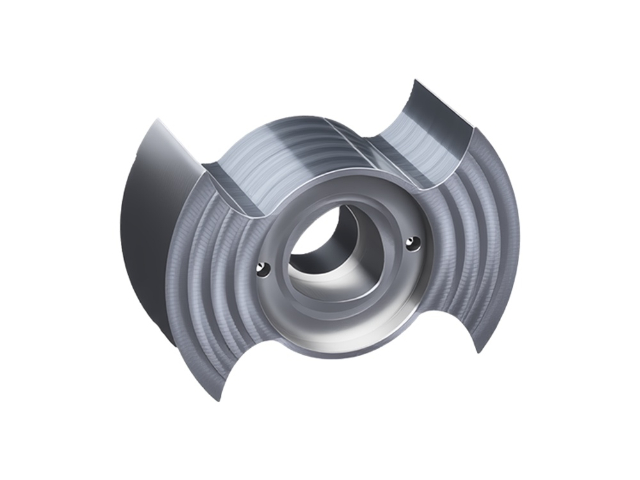
装配注意事项:与泵轴配合孔公差需控制在 IT5 级(φ30mm±0.008mm),装配时涂抹防锈油脂(符合 GB/T 4879 标准),避免配合面锈蚀;使用中需定期检查叶轮平衡(每运行 6 个月检测 1 次)。质量控制关键点:每批次抽样 10% 检测动平衡(G2.5 级,3000rpm 剩余不平衡量...

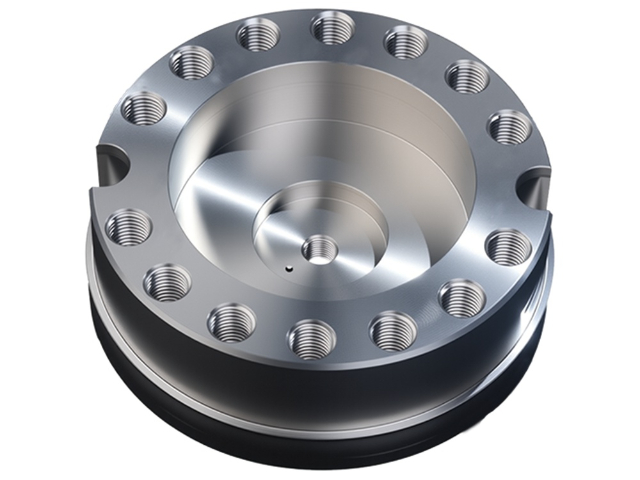
泵体作为容纳叶轮、形成流道的异型金属部件,雷格乐为企业提供泵体异型金属零件 CNC 铣削加工服务,主词聚焦 “异型金属 + 流道精密加工 + 装配适配”。其根据泵的额定流量(小流量≤50m³/h、中流量 50-200m³/h、大流量>200m³/h)选择材料:小流量泵体选用 ADC12 铝合金(压铸...
针对地铁电机轴承易磨损、需频繁更换的痛点,雷格乐为企业提供非标耐磨轴承加工服务,主词聚焦轴承套圈的高精度磨削与耐磨强化。其选用 SUJ2 高碳铬轴承钢(含铬 1.5%),通过无心磨床与内圆磨床组合加工,外圆磨削精度 ±0.003mm,内孔圆度≤0.002mm,确保轴承旋转精度达到 P4 级。为提升耐...

针对有刷电机的碳刷磨损问题,雷格乐开发了高性能复合碳刷配件,明显延长维护周期。该碳刷采用 “石墨 + 铜粉 + 二硫化钼” 三元复合材料,铜粉含量精确控制在 30%,既保证导电性能(体积电阻率≤15μΩ・cm),又通过二硫化钼的润滑作用降低磨损率。刷体采用树脂结合剂成型,密度达到 1.8g/cm³,...
叶轮螺母是固定叶轮与泵轴的关键紧固件,雷格乐擅长为企业提供叶轮螺母精密车削加工服务,主词聚焦 “精密车削件 + 防松设计 + 装配规范”。其根据泵轴螺纹规格(M16-M60)选择材料:普通场景选用 304 不锈钢(防锈性好);较强度场景选用 45# 碳素钢(调质后硬度 HB220-250);腐蚀场景...
O 型圈作为密封元件,雷格乐聚焦 “环保生产 + 质量密封”,主词聚焦 “生产注意事项 + 环保要求 + 质量控制”。材料选择加工:常温场景选用丁腈橡胶(NBR,邵氏硬度 70±5A,硫化温度 160-170℃),高温场景选用氟橡胶(FKM,硫化时间 15-20 分钟),卫生级场景选用硅橡胶(VMQ...
为解决传统电机接线端子维护耗时的问题,雷格乐为企业提供维护便捷型接线端子加工服务,主词为插拔式端子的精密注塑与快速连接设计。其端子座采用阻燃 PA66+30% 玻璃纤维材料,通过海天 HTF120X3 注塑机成型,尺寸精度 ±0.05mm,阻燃等级达到 UL94 V-0 级。端子触点选用 H62 黄...
针对地铁电机转子轴的高耐磨需求,雷格乐开发了 “氮化 + 镀铬” 复合表面处理工艺。轴颈表面先经气体氮化处理形成 0.15-0.2mm 深的硬化层,硬度达到 HV650-750,再进行 0.01-0.03mm 镀铬处理,表面粗糙度控制在 Ra0.1μm 以下。这种双层结构使轴颈耐磨性较单一镀铬提升 ...
雷格乐通过变频控制器与电机配件的系统级优化,实现全工况能效提升。其开发的专业变频器采用矢量控制算法,与电机参数匹配度达到 99%,启动电流控制在额定电流的 1.5 倍以内,较传统变频方案降低 50%。控制器内置电机参数自学习功能,可自动识别定子电阻、电感等参数,动态调整载波频率(2-16kHz),在...
填料函作为密封辅助部件,雷格乐聚焦 “环保生产 + 装配密封”,主词聚焦 “生产注意事项 + 环保要求 + 质量控制”。材料选择加工:常温场景选用 PA66+30% 玻纤(注塑温度 250-260℃,模具温度 80-100℃,避免翘曲),高温场景选用 PEEK(切削速度 80-100m/min,避免...