 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

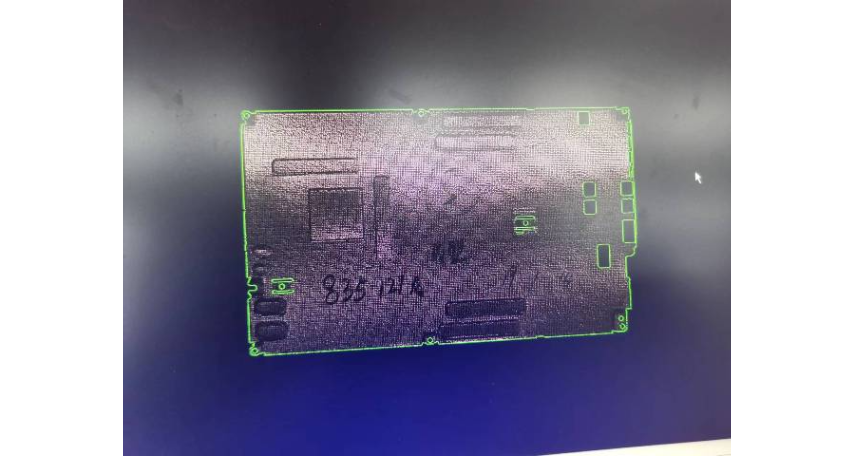
单一传感器难以全方面覆盖零件所有尺寸特征,多传感器融合成为提升检测完整性的关键。激光扫描仪擅长捕捉三维形貌,但难以精确测量透明或反光表面;工业相机可获取高分辨率二维图像,却无法直接获取深度信息。通过将激光点云与相机图像进行空间配准,可实现“形貌+纹理”的综合检测。例如,在检测带有刻印文字的平板零件时...

平板零件尺寸快速检测在质量控制中具有至关重要的意义。通过快速检测,可以及时发现生产过程中出现的尺寸偏差问题,以便采取相应的纠正措施,避免不合格产品的批量生产。快速检测还能够为质量追溯提供详细的数据支持,当产品出现质量问题时,可以通过检测数据快速定位问题产生的原因和环节,为改进生产工艺和提高产品质量提...

在与前道工序的衔接上,要及时反馈检测结果,以便前道工序及时调整生产工艺,保证生产出的平板零件符合尺寸要求。在与后道工序的配合上,要确保合格的零件能够顺利进入下一道工序,不合格的零件能够及时进行处理,避免影响后续生产。通过加强与其他工序的协同,可以提高整个生产过程的流畅性和效率。平板零件尺寸快速检测工...

在平板零件尺寸快速检测过程中,人机交互起着重要作用。操作人员通过人机界面与检测设备和软件系统进行沟通和操作。人机界面设计应简洁直观,便于操作人员快速上手。通过人机界面,操作人员可以设置检测参数,如扫描速度、测量精度等,启动和停止检测过程,查看实时检测数据和图像。同时,软件系统应具备友好的提示和报警功...

为了确保平板零件尺寸快速检测的精度,需要采取一系列的保障措施。首先,要选择高精度的测量传感器,传感器的精度直接影响到检测结果的准确性。其次,要对检测系统进行定期的校准和维护,消除系统误差和环境因素对检测结果的影响。在检测过程中,要合理设置检测参数,如激光扫描的步长、图像采集的分辨率等,以提高检测的精...
FAI首件检测不只提高了生产效率,更确保了产品质量的稳定。通过这一环节,企业可以及时发现并解决生产过程中的问题,避免了大批量不合格产品的出现,从而降低了生产成本和损失。同时,FAI首件检测也提高了客户的满意度和信任度,为企业赢得了良好的声誉和市场竞争力。FAI首件检测还具有一定的灵活性。在实际应用中...
FAI首件检测的实施步骤包括准备阶段、检测阶段和结果分析阶段。在准备阶段,需要明确检测的目的、范围和方法,准备好相应的检测设备和工具;在检测阶段,按照预定的检测流程对产品进行全方面检测,记录检测数据;在结果分析阶段,对检测数据进行深入分析,找出可能存在的问题,并提出改进措施。FAI首件检测适用于各种...
影像测量仪的精度是衡量其性能的重要指标。高精度的测量结果得益于其高清晰度的镜头、高质量的光学元件以及精确的图像处理算法。同时,影像测量仪还具有良好的稳定性,能够长时间保持测量精度,满足持续生产的需求。影像测量仪的操作简便,用户只需通过计算机界面即可完成测量任务。此外,随着自动化技术的发展,现代影像测...
影像测量仪凭借其优越的性能和准确度,成为了现代制造业不可或缺的重要工具。它采用先进的影像技术和计算机处理技术,能够实现对各种复杂形状和尺寸的物体进行快速、准确的测量。影像测量仪拥有高分辨率的摄像头和精密的光学系统,能够捕捉到被测物体的清晰影像。通过图像处理技术,可以提取出物体的轮廓、尺寸等关键信息,...

不同行业对平板零件尺寸检测的需求存在差异,定制化开发成为满足个性化需求的关键。例如,航空航天领域对零件的轻量化与高精度要求极高,检测系统需具备微米级分辨率与亚毫米级重复性;而电子制造领域则更关注检测速度与成本,需在保证基本精度的前提下简化系统结构。定制化开发需从需求分析阶段入手,与客户共同定义检测特...
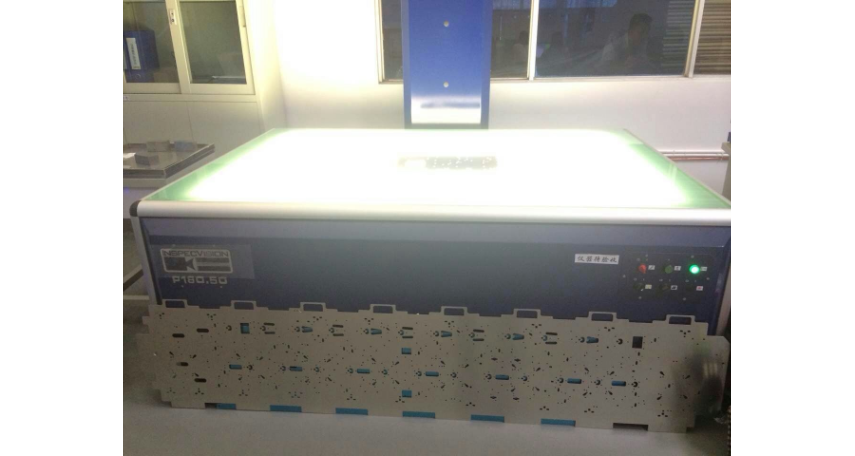
平板零件种类繁多,尺寸范围从几毫米到数米不等,形貌特征涵盖平面、曲面、孔洞等复杂结构。快速检测技术需具备多任务适配能力,以应对不同场景需求。例如,针对小型零件,可采用多视角拼接技术,通过多个相机从不同角度采集数据并融合,实现全尺寸覆盖;对于大型零件,则利用激光跟踪仪或线激光扫描仪进行分段测量,再通过...

现代制造业强调“黑灯工厂”概念,即通过自动化设备实现无人化生产。平板零件尺寸快速检测技术需与上下料机器人、数控机床等设备无缝对接,形成闭环控制系统。例如,检测系统可嵌入生产线,当零件完成加工后,机器人自动将其转移至检测工位,系统完成测量后直接将结果反馈至机床参数调整模块,实现“加工-检测-修正”的实...