 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心
在数据处理维度,QA-CAD构建了多层级的数据验证体系。软件内置的尺寸公差分析模块可自动计算较大实体状态(MMC)与较小实体状态(LMC),结合用户自定义的公差带规则,对测量数据进行实时合规性判断。其独自创的"尺寸链追溯"功能支持从之后装配尺寸反向推导至零件级特征,帮助工程师快速定位设计薄弱环节。对...
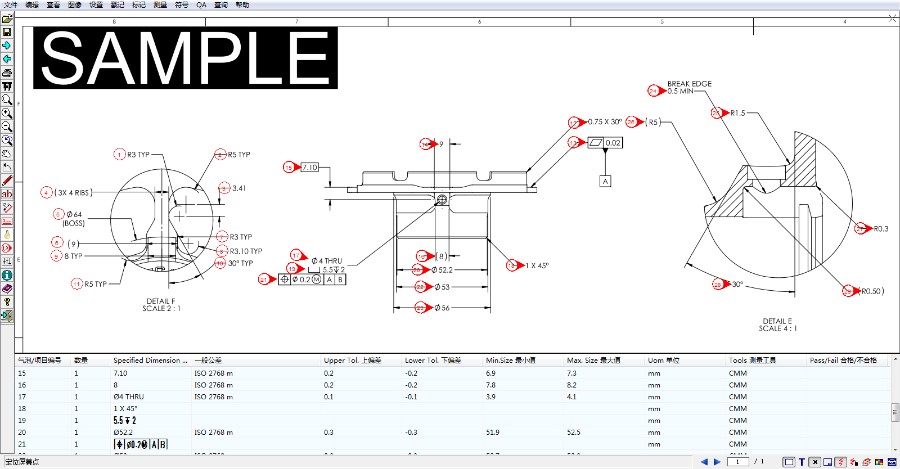
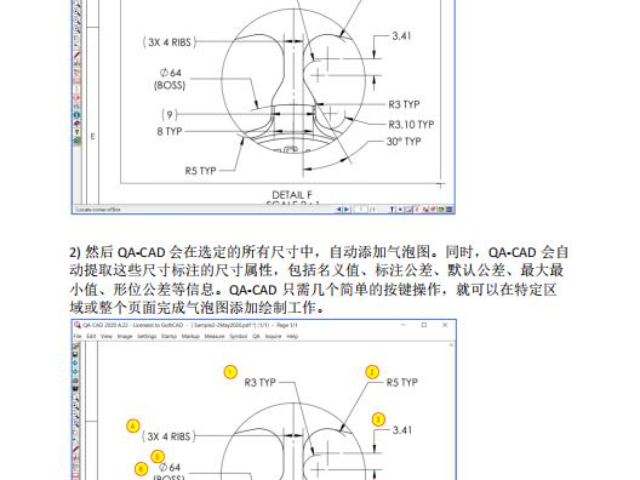
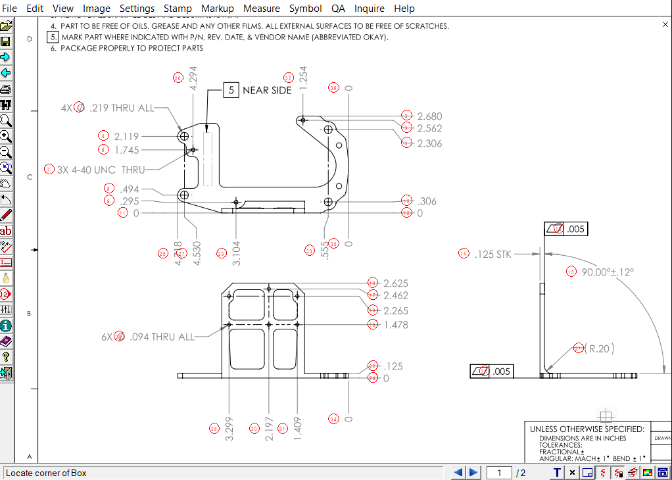
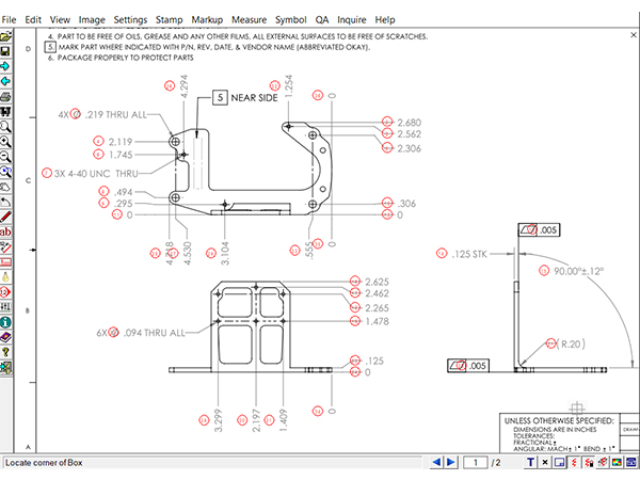
QA-CAD通过自动化技术重构了首件检测的作业范式。传统模式下,检测人员需手动标注图纸、记录测量值、计算公差偏差并填写报告,整个过程耗时且易出错。而QA-CAD的“一键检测”功能可将上述流程压缩至分钟级:用户上传图纸后,软件自动生成带编号的气泡图,标注所有需检测的尺寸;测量设备(如CMM、卡尺)接入...

钣金检测的重要性不言而喻。在汽车制造领域,钣金件构成了汽车的车身框架和外壳等关键部分。如果这些钣金件存在尺寸偏差或质量问题,可能会导致汽车在行驶过程中出现异响、密封不严等问题,甚至会影响到汽车的安全性能。在电子设备中,钣金件常常作为外壳使用,起到保护内部电子元件的作用。若钣金件检测不到位,存在表面划...
QA-CAD提供全方面的培训与支持服务,确保用户能够充分发挥软件价值。其培训体系包括线上课程、线下研讨会与定制化企业内训。线上课程涵盖基础操作、高级功能与行业案例,用户可随时学习并参与考核;线下研讨会则聚焦较新技术趋势与较佳实践,邀请行业专业人士与用户分享经验。对于企业用户,QA-CAD提供定制化内...
数据安全是QA-CAD不可忽视的关键竞争力。制造业图纸常涉及企业关键技术秘密,检测报告也可能包含客户敏感信息。软件从数据传输、存储到访问控制,构建了多层次安全防护体系。在传输环节,采用SSL/TLS加密协议确保数据在网络中的保密性;存储方面,支持本地加密数据库与云端加密存储双重模式,企业可根据数据敏...
技术支持网络采用三级响应机制。一级支持团队通过在线聊天工具提供实时问题解答,平均响应时间控制在15分钟内。二级支持工程师通过远程桌面协助处理复杂配置问题,确保48小时内解决绝大多数技术障碍。对于软件缺陷或功能改进建议,开发团队设立专门通道进行跟踪处理,定期发布补丁更新修复已知问题。用户社区平台聚集了...

在钣金件进行装配之前,必须进行全方面的检测。这一阶段的检测主要是为了确保各个钣金件的尺寸、形状和公差等符合装配要求。要检查钣金件的孔径、孔距是否准确,孔径偏差过大可能导致螺栓、螺母等连接件无法正常安装,孔距不准确则会影响钣金件之间的相对位置和装配精度。同时,要对钣金件的平面度、垂直度等进行检测,保证...
QA-CAD通过开放平台战略构建了普遍的行业生态。其API接口允许第三方软件(如MES、QMS、PLM)调用QA-CAD的检测功能,实现数据共享与流程联动。例如,当PLM系统发布新版本图纸时,可自动触发QA-CAD的检测任务,并将检测结果回传至PLM数据库,形成闭环管理;当MES系统需要调度检测资源...
用户支持体系是QA-CAD保持竞争力的关键。软件提供商建立了覆盖全球的技术支持网络,用户可通过电话、邮件、在线聊天等多种渠道获得帮助。对于常见问题,软件内置了智能诊断工具,可自动检测系统环境、日志文件等,快速定位故障原因并提供解决方案。针对复杂需求,专业工程师团队可提供远程协助或现场培训,确保用户能...
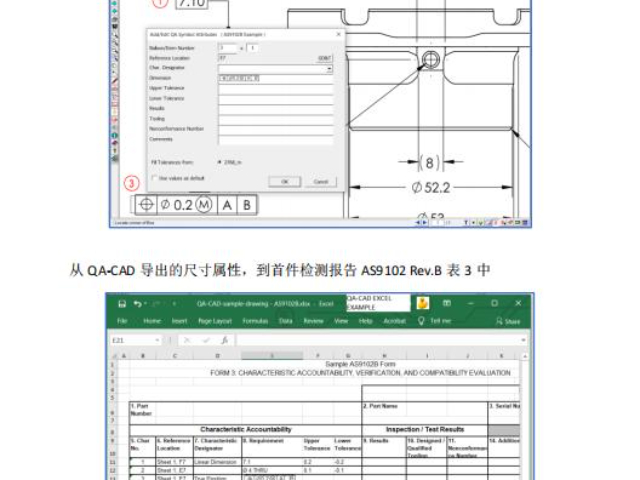
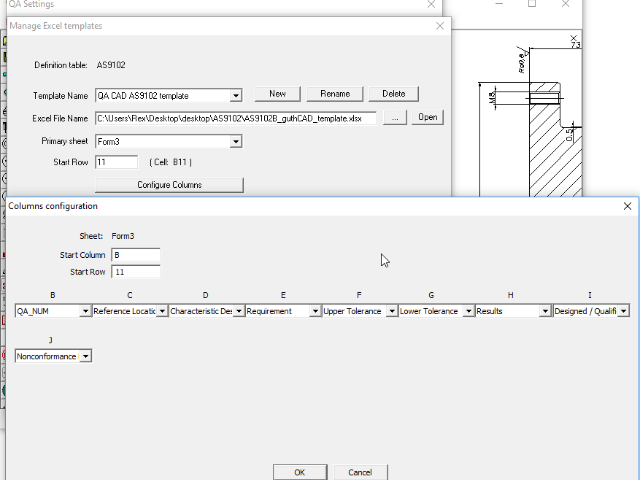
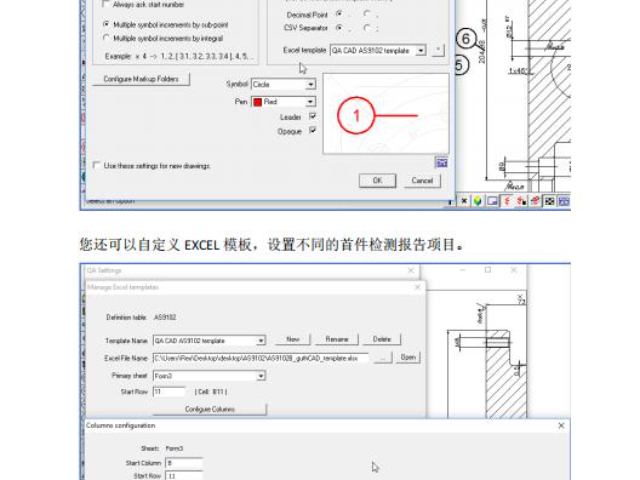
该软件的报告生成系统采用模块化设计,支持AS9102、P、ISO 13485等国际标准模板的快速调用。用户可通过拖拽方式自定义报告结构,将尺寸数据、公差分析结果、气泡图编号等信息按逻辑层级自动填充至指定位置。其动态图表引擎可生成交互式3D尺寸模型,支持旋转、缩放、剖切等操作,使复杂装配体的尺寸关系一...
QA-CAD在数据安全方面构建了“端到端”防护体系。在数据传输层面,软件采用SSL/TLS加密协议,确保图纸与检测数据在上传、下载过程中的保密性;在数据存储层面,支持本地服务器与云端双模式部署,企业可根据数据敏感度选择存储方式,并设置分级访问权限(如管理员、工程师、操作员),防止敏感信息泄露。在合规...

软件的质量控制体系遵循六西格玛标准设计。在尺寸捕获阶段,系统采用双校验机制:初次识别结果会与图纸BOM表进行交叉验证,异常值自动触发人工复核流程。公差分析模块内置统计过程控制(SPC)算法,可计算CpK值并生成控制图,帮助质量部门识别生产过程的波动源。这种闭环质量控制机制,使得企业能够将检测活动从事...