 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

在钣金检测中,材料性能验证是确保钣金件满足设计要求的重要环节。这包括对材料的化学成分、力学性能、物理性能等进行检测。化学成分检测可以确定材料中各种元素的含量,判断材料是否符合标准要求;力学性能检测可以评估材料的强度、硬度、韧性等指标,确保材料在使用过程中不会发生断裂或变形;物理性能检测则关注材料的导...
大尺寸闪测仪的环保性是其符合可持续发展理念的技术体现。传统测量工具(如化学蚀刻法、接触式涂层测量)可能产生有害物质,对环境造成污染。大尺寸闪测仪采用光学非接触式测量,全程无需化学试剂或物理接触,避免了二次污染。例如,在检测食品包装材料时,传统方法需使用溶剂清洗样品表面,可能残留有害物质;大尺寸闪测仪...

质量控制体系的构建是大尺寸闪测仪保障测量可靠性的关键环节。设备在出厂前需经过严格的校准流程,包括光学系统畸变校正、运动机构定位精度测试、软件算法验证等数十项检测项目。在校准方法上,采用标准量块、激光干涉仪等高精度溯源设备,构建了从微米到米级的全量程校准链。使用过程中,设备内置的自诊断系统可实时监测光...

人机交互设计体现了以用户为中心的理念。操作手柄采用人体工学设计,表面覆盖防滑硅胶材质,按键布局符合手指自然运动轨迹。触控屏支持多点触控操作,用户可通过缩放、旋转等手势查看测量图像细节。语音交互功能允许用户通过语音指令控制设备启动、停止测量或切换测量模式,特别适用于双手被占用的操作场景。远程协助模块通...

钣金检测工作的质量很大程度上取决于检测人员的专业素养。检测人员需要具备扎实的专业知识和技能,熟悉钣金加工工艺、检测标准和规范以及各种检测设备的使用方法。同时,检测人员应具有严谨的工作态度和高度的责任心,在检测过程中要认真细致,不放过任何一个可能存在的缺陷。此外,检测人员还需要具备良好的沟通能力和团队...
工业生产环境往往复杂多变,如高温、振动、粉尘等,这些因素可能对测量设备的精度与稳定性造成影响。大尺寸闪测仪通过环境适应性设计,确保了在恶劣工业场景下的可靠运行。其光学系统采用密封设计,可有效防止粉尘、油污等污染物进入,保护镜头与相机;同时,系统配备温度补偿与振动滤波算法,可实时监测环境温度与振动数据...
QA-CAD提供全方面的培训与支持服务,确保用户能够充分发挥软件价值。其培训体系包括线上课程、线下研讨会与定制化企业内训。线上课程涵盖基础操作、高级功能与行业案例,用户可随时学习并参与考核;线下研讨会则聚焦较新技术趋势与较佳实践,邀请行业专业人士与用户分享经验。对于企业用户,QA-CAD提供定制化内...
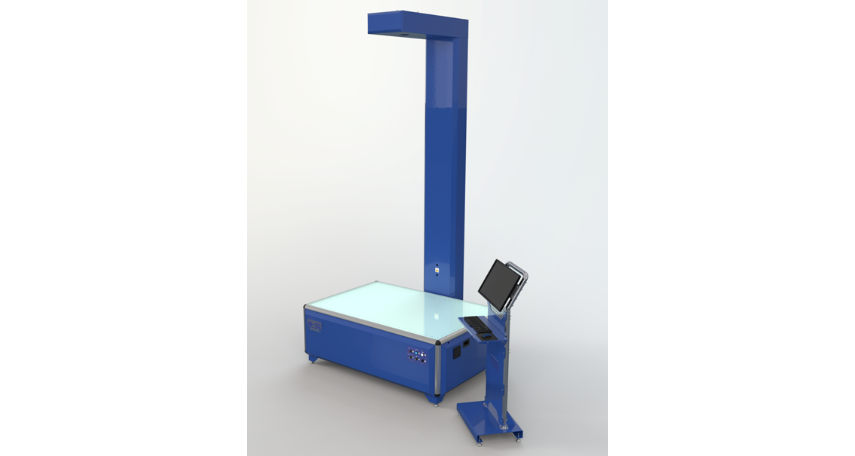
大尺寸闪测仪作为现代工业检测技术的集大成者,突破了传统测量工具在精度、效率与操作便捷性上的局限,成为精密制造、航空航天、汽车工程等领域的关键检测设备。其关键优势在于将光学成像、机器视觉与智能算法深度融合,通过非接触式测量方式,实现对复杂几何形貌的高精度快速解析。相较于传统接触式测量工具,大尺寸闪测仪...
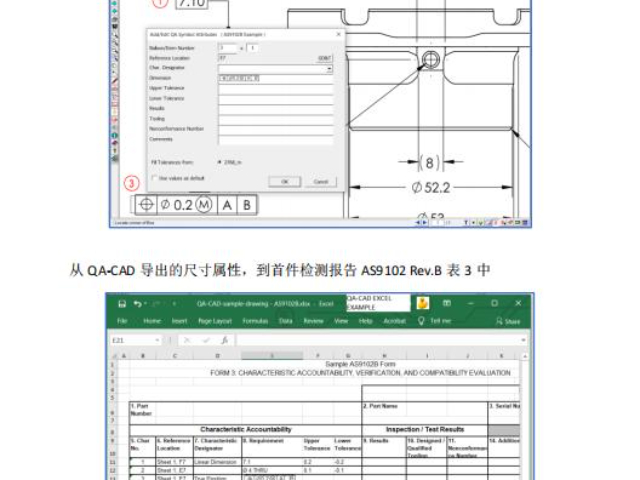
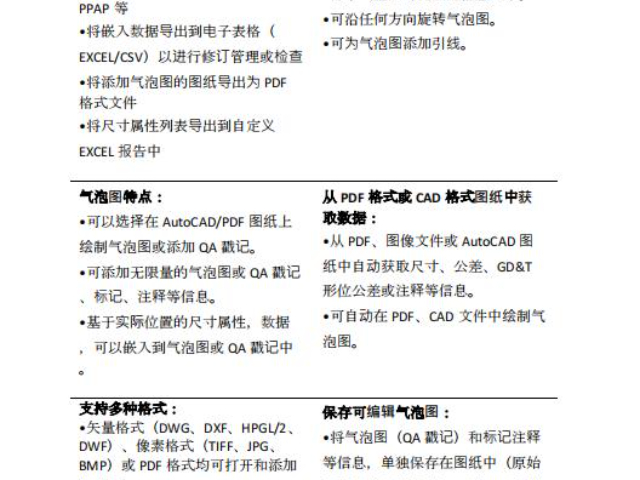
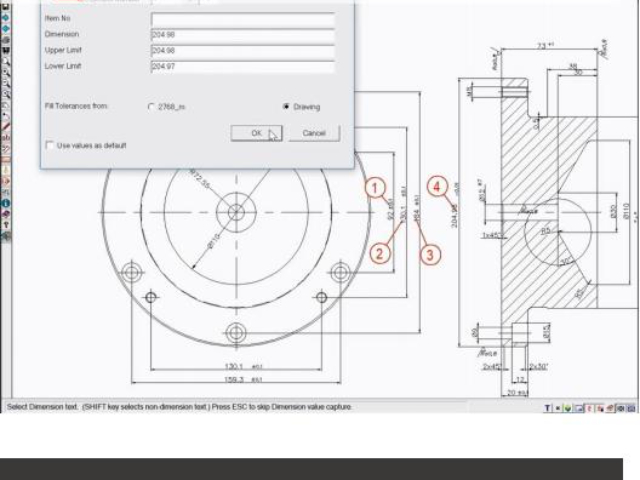
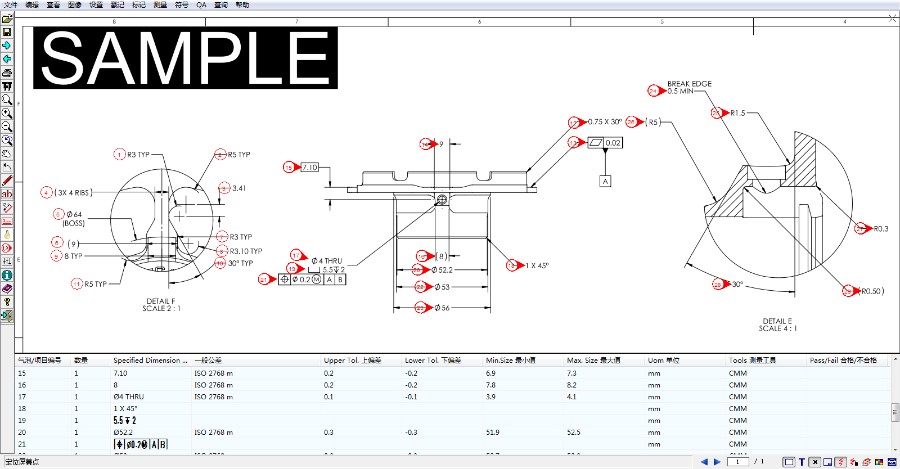
QA-CAD通过自动化流程重构了传统首件检测的作业模式。用户上传CAD图纸后,软件可自动提取尺寸链信息,包括线性尺寸、角度、半径及形位公差(如平面度、垂直度),并生成带编号的气泡图。这一过程无需手动标注,检测效率较传统方法提升明显。软件支持批量处理多张图纸,检测人员可一次性导入多个零件的图纸文件,系...

在医疗器械领域,开发了符合FDA 21 CFR Part 820标准的电子签名功能,确保检验报告的法律效力。对于电子制造场景,优化了微小尺寸的测量精度,可准确捕获0.001mm级的尺寸变化。这种行业深耕策略使得QA-CAD成为跨领域质量管控的通用平台。软件生命周期管理遵循持续改进原则。开发团队每月收...
图纸修订管理是QA-CAD首件检测报告软件区别于传统检测工具的重要特性。当设计部门发布图纸修订时,软件可通过版本对比功能自动识别尺寸标注、技术要求等关键变更点,并生成修订影响分析报告。质量部门可据此确定需要重新检测的特征项,避免全尺寸复检带来的资源浪费。其特有的修订追溯功能可记录每次图纸变更的时间、...
QA-CAD的公差分析模块是其关键优势之一。软件可基于统计过程控制(SPC)理论,对检测数据进行实时监控与趋势预测。例如,通过计算CPK(过程能力指数)值,系统可评估生产过程的稳定性,并提前预警潜在的质量风险。在公差叠加分析方面,软件支持蒙特卡洛模拟,可预测多个尺寸公差叠加后的总偏差范围,为工艺优化...